NSSM 78 – Norme de protecţie a muncii pentru activitatea în turnătorii
Preambul
Normele specifice de protecţie a muncii sunt reglementări cu aplicabilitate naţională, care cuprind prevederi minime obligatorii pentru desfăşurarea principalelor activităţi din economia naţională în condiţii de protecţie a muncii.
Respectarea conţinutului acestor prevederi nu absolvă agenţii economici de răspunderea pentru stabilirea şi aplicarea oricăror alte măsuri de protecţie a muncii, adecvate condiţiilor concrete de desfăşurare a activităţilor respective.
Normele specifice de protecţie a muncii fac parte dintr-un sistem unitar de reglementări privind realizarea securităţii în muncă, sistem care include:
– Norme generale de protecţie a muncii (NGPM), care cuprind principalele măsuri de prevenire a accidentelor de muncă şi bolilor profesionale, general valabile pentru orice activitate.
– Norme specifice de protecţie a muncii (NSPM) care cuprind măsurile de prevenire a accidentelor de muncă şi bolilor profesionale specifice unor anumite activităţi, detaliind prin aceasta prevederile Normelor generale de protecţie a muncii.
Prevederile tuturor normelor specifice se aplică cumulativ şi au valabilitate naţională, indiferent de forma de organizare şi de proprietate în care se desfăşoară activitatea pe care o reglementează.
Structurarea sistemului naţional de norme specifice de protecţie a muncii urmăreşte corelarea prevederilor normative cu factorii de risc specifici uneia sau mai multor activităţi şi reglementarea unitară a măsurilor de protecţie a muncii pentru activităţi caracterizate prin riscuri comune.
Structura fiecărei norme specifice de protecţie a muncii are la bază abordarea sistemică a aspectelor de protecţie a muncii, practicată în cadrul Normelor generale de protecţie a muncii.
Conform acestei abordări, procesul de muncă este tratat ca un sistem complex structurat, compus din următoarele elemente care interacţionează:
– Executantul: omul implicat nemijlocit în executarea unei sarcini de muncă;
– Sarcina de muncă: totalitatea acţiunilor ce trebuie efectuate prin intermediul mijloacelor de producţie şi în anumite condiţii de mediu, pentru realizarea procesului de muncă;
– Mijloace de producţie: totalitatea mijloacelor de muncă (instalaţii, maşini, utilaje, aparate, dispozitive, unelte etc.) şi a obiectelor muncii (materii prime, materiale etc.) care se utilizează în procesul muncii;
– Mediul de muncă: ansamblul condiţiilor fizice, chimice, biologice şi psihologice în care unul sau mai mulţi executanţi îşi realizează sarcina de muncă.
Reglementarea măsurilor de protecţie a muncii în cadrul normelor specifice de protecţie a muncii, vizând global desfăşurarea uneia sau mai multor activităţi în condiţii de protecţie a muncii, se realizează prin tratarea fiecărui aspect de protecţie a muncii la nivelul fiecărui element al sistemului, executant-sarcină de muncă-mijloace de producţie-mediu de muncă, propriu proceselor de muncă din cadrul activităţilor care fac obiect de reglementare.
Prevederile sistemului naţional de reglementări normative pentru realizarea protecţiei muncii constituie, alături de celelalte reglementări juridice referitoare la securitatea şi sănătatea în muncă, bază pentru:
– activitatea de concepţie şi proiectare a echipa-mentelor tehnice şi tehnologiilor;
– autorizarea funcţionării unităţilor;
– instruirea salariaţilor cu privire la protecţia muncii;
– cercetarea accidentelor de muncă şi stabilirea cauze-lor şi responsabilităţilor;
– controlul şi autocontrolul de protecţia muncii;
– fundamentarea programului de protecţia muncii.
În acest context Normele specifice de protecţie a muncii pentru activitatea în turnătorii au fost elaborate ţinându-se seama de reglementările existente în domeniul protecţiei muncii pentru această activitate, precum şi pe baza studierii proceselor de muncă şi stabilirea factorilor de risc specifici, astfel încât pentru fiecare factor de risc să existe cel puţin o măsură de prevenire la nivelul fiecărui element component al procesului de muncă.
Structurarea acestei norme s-a făcut pe subactivităţi, urmărindu-se o succesiune logică, conform fluxului tehnologic. Pentru a veni în sprijinul activităţii de concepere şi proiectare a echipamentelor tehnice şi a fluxurilor tehnologice, normele prezintă un capitol cu măsuri de protecţie a muncii necesar a fi asigurate încă din această fază, în scopul îmbunătăţirii nivelului de protecţie în muncă.
În vederea explicitării terminologiei de protecţie a muncii utilizată pe parcursul normei, a fost adăugată la aceasta, în anexă, un ghid de terminologie.
Pentru ca normele specifice să răspundă cerinţelor actuale şi din punctul de vedere al formei de prezentare, în corelaţie cu alte acte legislative şi normative, s-a procedat la includerea în conţinut a unor subtitluri, prin care se precizează problematica tratată în articolele ce urmează, facilitând astfel pentru utilizatori înţelegerea şi găsirea rapidă a textelor necesare.
CAPITOLUL 1: Prevederi generale
Art. 1: Conţinut
Normele specifice de protecţie a muncii pentru activitatea în turnătorii cuprind prevederi specifice de protecţie a muncii pentru prevenirea accidentelor de muncă şi îmbolnăvirilor profesionale în activitatea din turnătorii.
Art. 2: Scop
Scopul prezentelor norme este eliminarea sau diminuarea riscurilor de accidentare şi îmbolnăvire profesională existente în cadrul acestei activităţi, proprii celor patru elemente componente ale sistemului de muncă (executant – sarcină de muncă – mijloace de producţie – mediu de muncă).
Art. 3: Domeniu de aplicare
Prezentele norme specifice se aplică activităţilor din turnătorii desfăşurate de persoane fizice sau juridice, indiferent de forma de proprietate şi de modul de organizare a activităţii.
Art. 4: Conexiunea cu alte acte normative
(1)Prevederile prezentelor norme se aplică cumulativ cu prevederile Normelor generale de protecţie a muncii.
(2)Pentru activităţile nespecifice sau auxiliare activităţilor din turnătorii se vor aplica prevederile normelor specifice şi ale celorlalte reglementări prezentate în Anexa 1.
Art. 5: Revizuirea normelor
Prezentele norme se vor revizui periodic şi vor fi modificate ori de câte ori este necesar, ca urmare a schimbărilor de natură legislativă, tehnică etc. survenite la nivel naţional, al unităţilor sau proceselor de muncă.
CAPITOLUL 2: Prevederi comune tuturor proceselor de muncă din activitatea în turnătorii
SECTIUNEA 1: Încadrarea şi repartizarea personalului pe locuri de muncă
Art. 6
Încadrarea şi repartizarea personalului pe locuri de muncă se va face conform Normelor generale de protecţie a muncii.
Art. 7
Operaţiile de aprindere, reglare, supraveghere şi stingere a focului în cuptor vor fi executate de un salariat special instruit şi autorizat conform prescripţiilor tehnice elaborate de ISCIR.
Art. 8
La transportul sarcinilor cu macarale sau podurile rulante, legarea sarcinilor se va face numai de către salariaţi autorizaţi ISCIR.
Art. 9
Reglajele necesare instalaţiilor de curăţare se execută numai de către personal special instruit în acest scop.
Art. 10
Lucrările de exploatare, întreţinere, revizii şi reparaţii se vor executa numai de personal calificat şi special instruit pentru operaţiile respective, respectându-se întocmai instrucţiunile de serviciu, instrucţiunile tehnice de exploatare, de protecţia muncii şi PSI.
SECTIUNEA 2: Instruirea personalului
Art. 11
Organizarea şi desfăşurarea activităţii de instruire a salariaţilor în domeniul protecţiei muncii se vor realiza conform prevederilor Normelor generale de protecţie a muncii.
Art. 12
Salariaţii vor fi instruiţi asupra pericolelor pe care le prezintă pentru propria securitate şi sănătate, substanţele şi instalaţiile cu care lucrează, precum şi asupra măsurilor de prevenire stabilite.
Art. 13
Persoanele fizice sau juridice care desfăşoară activităţi în turnătorii sunt obligate să elaboreze şi să aplice instrucţiuni proprii de protecţie a muncii.
Art. 14
Salariaţii vor fi instruiţi şi asupra măsurilor de autoprotecţie pe care trebuie să le aplice pentru evitarea accidentărilor şi îmbolnăvirilor profesionale, precum şi pentru acordarea primului ajutor.
Art. 15
Măsurile de prim ajutor se vor stabili cu avizul medicului de specialitate şi se vor întocmi instrucţiuni proprii.
SECTIUNEA 3: Dotarea cu echipament individual de protecţie
Art. 16
(1)Conducătorii unităţilor care desfăşoară activităţi în turnătorii au obligaţia să asigure întregului personal angajat echipament de protecţie, în conformitate cu listele interne elaborate în baza Normativului-cadru de acordare şi utilizare a echipamentului individual de protecţie aprobat prin Ordinul Ministerului Muncii şi Protecţiei Sociale nr. 225 din 21 iulie 1995.
(2)Personalul angajat este obligat să utilizeze echipamentul individual de protecţie acordat.
SECTIUNEA 4: Organizarea locului de muncă şi a activităţilor
Art. 17
Toate căile de acces ale spaţiilor tehnice vor fi menţinute în stare bună, curate, libere de orice obstacol şi vor fi marcate vizibil.
Art. 18
Este interzisă depozitarea pieselor şi materialelor, chiar temporar, pe căile de acces şi de circulaţie.
Art. 19
Intrările turnătoriilor vor fi asigurate împotriva curenţilor de aer rece.
Art. 20
Spaţiile în care se toarnă metal topit sau traseele de transport ale metalului topit vor avea pardoseala uscată şi ferită de umezeală.
Art. 21
La transportul metalului topit se interzice accesul salariaţilor pe căile de circulaţie pe care se deplasează oala cu metal lichid.
Art. 22
Pardoselile se vor executa astfel încât să fie rezistente la acţiunea metalului topit şi la celelalte condiţii impuse de tehnologia respectivă, să fie plane şi nealunecoase.
Art. 23
Pardoselile turnătoriilor vor trebui să fie netede, fără denivelări, cu excepţia spaţiilor în care formarea se face la sol.
Art. 24
În turnătoriile în care se prevăd linii ferate, coroanele şinelor şi locul de îmbinare a elementelor de cale nu trebuie să iasă deasupra nivelului pardoselei. Şinele de cale ferată vor fi prevăzute cu contraşine.
Art. 25
Iluminatul natural şi artificial se vor realiza astfel încât să asigure o bună vizibilitate la locul de muncă, respectându-se valorile prescrise prin Normele generale de protecţie a muncii.
Art. 26
Toate spaţiile de lucru în care există pericol de accidentare la întreruperea funcţionării iluminatului artificial normal, vor avea iluminat de siguranţă, realizat conform standardelor în vigoare, prezentate în Normele generale de protecţie a muncii.
Art. 27
Se va asigura apă carbogazoasă salină conform normelor de igiena alimentaţiei.
Art. 28
Înaintea începerii lucrului, conducătorul direct al locului de muncă va verifica starea de sănătate şi oboseală a salariaţilor.
Art. 29
În cazul în care se constată că unii salariaţi prezintă stări maladive, de oboseală sau se află sub influenţa băuturilor alcoolice, a drogurilor, a medicamentelor ce afectează capacitatea de muncă, aceştia nu vor fi admişi la lucru.
SECTIUNEA 5: Protecţia împotriva electrocutării
Art. 30
La exploatarea, întreţinerea şi repararea instalaţiilor electrice trebuie să se respecte prevederile cuprinse în Normele specifice de protecţie a muncii pentru utilizarea energiei electrice în medii normale, precum şi prevederile privind protecţia împotriva electrocutării, existente în Normele generale de protecţie a muncii.
Art. 31
Conducătorii locurilor de muncă sunt obligaţi să solicite periodic verificarea instalaţiilor, echipamentelor şi utilajelor electrice pe care le au în dotare, precum şi a instalaţiilor de protecţie împotriva electrocutării.
Art. 32
Lucrările şi operaţiile de exploatare, manevrare, întreţinere şi reparare a instalaţiilor electrice vor fi executate numai de electricieni autorizaţi.
Art. 33
(1)Persoanele care exploatează şi execută manevre la instalaţiile, echipamentele şi utilajele electrice trebuie să verifice înainte de începerea lucrului imposibilitatea atingerii pieselor aflate normal sub tensiune, precum şi existenţa legăturilor de protecţie.
(2)Este interzisă punerea sub tensiune a instalaţiilor, echipamentelor şi utilajelor electrice care prezintă pericol de atingere a pieselor aflate normal sub tensiune, care au legăturile de protecţie desfăcute sau nu au fost verificate din punctul de vedere al asigurării protecţiei împotriva electrocutării.
Art. 34
Mijloacele de protecţie utilizate în instalaţiile electrice trebuie să fie certificate şi verificate. Procedura de urmat şi verificările eficacităţii instalaţiilor şi echipamentelor de protecţie împotriva electrocutării se vor stabili prin instrucţiuni proprii de protecţie a muncii, cu respectarea normativelor RENEL.
Art. 35
Este interzisă folosirea mijloacelor de protecţie care nu au fost verificate, care nu au corespuns la verificări, a căror dată de valabilitate a expirat, care prezintă defecte vizibile, sunt murdare sau nu corespund tensiunii nominale a instalaţiei la care ar trebui utilizate. Înainte de fiecare folosire a unui mijloc de protecţie, salariatul respectiv este obligat să facă verificările de mai sus şi să nu utilizeze mijlocul de protecţie care nu corespunde.
SECTIUNEA 6: Protecţia împotriva incendiilor şi exploziilor
Art. 36
În încăperile cu pericol de incendiu şi explozii sunt interzise: fumatul, intrarea cu foc deschis, cu piese sau materiale incandescente, producerea de scântei, utilizarea sculelor metalice şi folosirea echipamentului de lucru din materiale sintetice; pe uşa de acces se vor monta plăcuţe avertizoare.
Art. 37
Se interzice apropierea cu flacără, foc deschis sau ţigări aprinse de depozitele de materiale inflamabile sau explozive, de materialul rulant sau de instalaţiile la care există pericolul de incendiu şi explozie.
Art. 38
Este interzis fumatul în spaţiile tehnice de exploatare, publice, administrative etc., în alte locuri decât cele stabilite prin normele tehnice PSI.
Art. 39
Materialele pentru forme şi miezuri se vor depozita în încăperi separate.
Art. 40
Materialele prăfoase ca: stearat de calciu, novolac solzi, hexametilentetramină (urotropină), amidon, dextrină, făină de lemn, al căror praf în suspensie cu aerul formează amestecuri explozive, se vor depozita în clădiri rezistente la foc şi aerisite, evitându-se sursele de aprindere şi formarea de praf.
Art. 41
Depozitarea materialelor prăfoase cu tendinţă de autoaprindere (praf de cărbune, huilă, grafit, făină de lemn, covalit etc.) se va face în compartimente pentru fiecare din materialele respective, complet separate unele de celelalte prin pereţi şi aerisite.
Art. 42
Pentru prevenirea autoaprinderii materialelor cu această tendinţă, nu se admite depozitarea de lungă durată a acestor materiale.
Art. 43
Compartimentele pentru depozitarea materialelor prăfoase cu tendinţă de autoaprindere vor avea muchiile interioare rotunjite, fără colţuri în care s-ar putea produce autoaprinderea prafului tasat.
Art. 44
Depozitarea lianţilor organici de tipul răşinilor fenolice, epoxidice, furanice, plastinol etc. şi a întăritorilor acizi se va face evitându-se contactul întăritorilor cu răşinile, întrucât provoacă reacţii violente.
Art. 45
Produşii inflamabili (trietilamina, izocianaţii organici, etilenglicolul), ai căror vapori formează cu aerul amestecuri explozive, vor fi depozitaţi conform normelor PSI pentru materialele explozive.
Art. 46
În depozitele pentru lianţi ce prezintă pericol de incendiu şi explozie se vor lua măsuri de: legare la pământ a recipienţilor, montarea instalaţiei paratrăsnet, instruirea personalului pentru executarea corectă a operaţiilor de încărcare-descărcare şi asigurarea în permanenţă a unui mediu lipsit de pericolul formării amestecurilor explozive.
Art. 47
Vopselele refractare cu solvenţi precum şi solvenţii organici aferenţi se vor depozita în conformitate cu prevederile Normelor specifice de protecţie a muncii pentru activităţi de vopsire.
Art. 48
Pulberile metalice şi îndeosebi de aluminiu, utilizate la prepararea chiturilor, materialele exoterme care prezintă pericol de incendiu şi explozie se vor depozita cu respectarea normelor PSI pentru materiale explozive.
Art. 49
Depozitele pentru materiale inflamabile vor fi dotate cu instalaţii şi mijloace de stins incendii prevăzute în normele PSI în vigoare.
Art. 50
Atelierele în care se execută tratamente termice vor fi prevăzute cu tot utilajul şi materialele necesare stingerii incendiilor, conform normelor PSI.
CAPITOLUL 3: Prevederi specifice ale subactivităţilor din turnătorii
SECTIUNEA 1: Prepararea amestecurilor de formare
Art. 51
Pentru evitarea accidentelor datorate prezenţei corpurilor străine în amestecul de formare, amestecul provenit din forme dezbătute va fi deferat cu ajutorul separatoarelor magnetice adecvate şi va fi cernut prin site înaintea introducerii lui în amestecătoare.
Art. 52
(1)Pentru recoltarea probelor, utilajele vor fi prevăzute cu orificii laterale prin care se vor lua probe cu dispozitive adecvate, care să excludă posibilitatea de accidentare.
(2)Este interzisă luarea probelor prin gura de alimentare sau de evacuare a utilajelor.
Art. 53
Maşinile de preparat amestecuri, malaxoarele, dezintegratoarele, utilajele de măcinare vor fi asigurate împotriva pornirii necontrolate în cazul reparării, curăţării, ungerii sau în timpul lucrărilor de întreţinere a acestora.
Art. 54
(1)Este interzis salariaţilor să intre în camera morii în timpul funcţionării.
(2)În timpul funcţionării, în camera morii va avea acces numai personalul autorizat, după ce s-au luat toate măsurile de securitate.
Art. 55
(1)Staţiile de preparare, instalaţiile de tran-sport cu benzi, încăperile de lucru pentru prepararea a-mestecurilor vor fi dotate cu semnalizatoare acustice şi la nevoie şi optice, care vor indica pornirea şi reglarea fiecărui agregat sau grup de mecanisme în parte.
(2)Salariaţii vor fi instruiţi asupra folosirii semnalelor acustice şi optice.
Art. 56
Semnalizatoarele acustice şi optice vor fi astfel amplasate încât să poată fi văzute din orice punct al turnătoriei în care se pun în mişcare agregate sau benzi de transport.
Art. 57
Se va asigura accesul în gropile şi canalele subterane, precum şi pe platformele din staţiile de preparare, folosind scări metalice fixe corespunzătoare.
Art. 58
Desfundarea buncărelor de nisipuri, amestecuri de formare, amestecuri refolosite şi nisipuri arse se va face din exterior, intrarea în buncăr fiind interzisă.
Art. 59
(1)Repararea agregatelor se va face numai de către echipele de reparaţii şi întreţinere.
(2)Înainte de începerea reparaţiilor electricianul autorizat va scoate siguranţele de la tabloul electric care alimentează agregatele.
(3)Înainte de începerea intervenţiei se va fixa în mod vizibil un indicator de securitate de interzicere a accesului persoanelor neautorizate în zona periculoasă.
Art. 60
(1)Instalaţiile de transport pneumatic pentru nisip şi lianţi vor fi etanşe pe tot traseul.
(2)Se va asigura etanşeitatea buncărelor şi silozurilor de depozitare a nisipului şi materialelor pulverulente, a construcţiei şi a montării cicloanelor, filtrelor, camerelor de depunere, pompelor, conductelor de transport şi de ventilaţie.
Art. 61
Punerea în funcţiune a instalaţiilor de transport pneumatic se va face numai după verificarea şi inscripţionarea, în prealabil, a recipientului pompei şi a separatorului de apă şi ulei, conform prescripţiilor tehnice ISCIR.
Art. 62
Se vor menţine în bună stare de funcţionare filtrele, limitatoarele de cursă, dispozitivele de închidere a pompelor şi a schimbătoarelor de cale şi sesizoarele de nivel maxim.
Art. 63
(1)Este interzisă orice intervenţie la instalaţiile de transport pneumatic în timpul funcţionării.
(2)La instalaţiile de transport pneumatic schimbările direcţiei de transport se vor face numai după montarea corespunzătoare a racordului conductei la direcţia de transport.
Art. 64
Instalaţiile de peliculizare se vor amplasa în camere separate, prevăzute cu ventilaţie corespunzătoare şi cu respectarea normelor PSI.
Art. 65
La instalaţiile de peliculizare a nisipului cu novolac soluţie alcoolică se vor respecta următoarele măsuri:
a)salariaţii vor fi special instruiţi şi dotaţi cu echipament individual de protecţie conform normativului în vigoare;
b)pe platforma de lucru şi în zona rezervoarelor de răşină, nu se admite existenţa surselor de aprindere, iar fumatul este interzis;
c)nu se admite stocarea în secţie a unei cantităţi de materiale (novolac soluţie, întăritor, stearat de calciu) mai mare decât necesarul pentru un schimb de lucru;
d)în timpul amestecării, după introducerea întăritorului este interzisă deschiderea uşii de vizitare a amestecătorului;
e)instalaţiile vor fi prevăzute obligatoriu cu ventilaţie locală;
f)nu vor lucra în secţiile de peliculizare a nisipului salariaţii care manifestă intoleranţă la acţiunea întăritorului sau a fenolului existent în novolac.
Art. 66
La instalaţiile de peliculizare a nisipului cu novolac solzi, pe lângă măsurile de la art.65, se vor respecta şi următoarele:
a)la manipularea pulberilor (novolac, stearat de calciu, hexametilentetramină), este interzisă răspândirea prafului în mediul de muncă, materialele fiind inflamabile şi explozive;
b)se va evita contactul pielii cu încălzitorul de nisip;
c)flacăra cuptorului pentru încălzirea nisipului se supraveghează numai prin vizor;
d)nu se va pune instalaţia în funcţiune fără a controla funcţionarea celulei fotoelectrice şi a electrovalvei de gaz metan.
Art. 67
La utilizarea răşinii fenol-formaldehidice de tip rezol pentru prepararea amestecurilor de formare şi miezuire cu întărire la rece se va ţine seama de acţiunea caustică a fenolului asupra pielii şi de iritaţiile produse de vaporii de fenol căilor respiratorii, respectând următoarele măsuri:
a)nisipul va avea temperatura de maximum 250C;
b)este interzis contactul direct răşină-întăritor (amestec exploziv);
c)este interzisă utilizarea recipienţilor improvizaţi, neetanşi, precum şi stocarea materialelor la locul de utilizare;
d)transportul liantului şi al întăritorului se va face prin conducte etanşe, direct din depozite, fiind interzis transportul lor manual, iar pentru acest scop se vor folosi instalaţii de preparare dotate cu sisteme de dozare;
e)dozarea răşinii şi a întăritorului va fi menţinută la valori optime (maximum 3 % răşină şi 1,2 % întăritor, în greutate faţă de nisip);
f)în punctele de umplere a formelor şi cutiilor de miez cu amestec cu mari degajări de gaze nocive (fenol, formaldehidă, metanol) se vor prevedea hote de aspiraţie corespunzătoare;
g)instalaţia de ventilaţie se va verifica periodic în vederea nedepăşirii concentraţiilor de noxe maxim admisibile prevăzute în Normele generale de protecţie a muncii;
h)la prepararea amestecului de nisip, liant şi întăritor, este interzisă aplecarea salariaţilor asupra amestecătoarelor descoperite, din care se degajă cantităţi importante de noxe;
i)la manipularea acidului benzensulfonic (sau alţi întăritori acizi) şi a răşinii fenol-formaldehidice este interzis contactul cu pielea, iar în cazul stropirii cu aceste substanţe se vor lua imediat măsuri de spălare cu apă şi săpun;
j)nu se va împrăştia nisip impregnat cu răşină în mediul de muncă, iar în cazuri accidentale se va curăţa urgent locul respectiv, evitându-se contactul cu pielea.
Art. 68
La utilizarea răşinilor furanice (URELIT) şi a întăritorilor aferenţi se vor respecta măsurile de la art. 67, ţinând cont de noxele care se degajă în timpul lucrului (alcool furanic, formaldehidă, metanol etc.).
Art. 69
Folosirea trietilaminei şi a poliizocianaţilor în solvenţi organici, în procedeele de întărire a miezurilor în cutii reci, se va face cu respectarea următoarelor măsuri:
a)salariaţii vor fi special instruiţi şi vor purta echipament individual de protecţie conform normativului în vigoare;
b)este interzis contactul pielii cu soluţia sau cu vaporii acestor substanţe foarte toxice, iar în caz de stropire porţiunea afectată se va spăla imediat cu o soluţie neutralizatoare de 0,8 % clorură de sodiu în apă distilată, aflată permanent în apropierea locului de muncă;
c)se vor prevedea instalaţii de ventilaţie locală care să asigure o absorbţie de 10m3 aer/cm3 de catalizator lichid pentru un consum mediu de trietilamină de până la 200 cm3/h;
d)se va lucra cu trietilamină în recipienţi capsulaţi montaţi direct la aparatul de formare a aerosolilor, utilizând în acest scop un gaz inert cum ar fi bioxidul de carbon sau azot;
e)este interzis lucrul cu aer comprimat în instalaţia de producere a aerosolilor.
Art. 70
(1)La utilizarea plastolinolului, se va ţine seama că produsul este inflamabil şi se vor respecta măsurile de protecţie prevăzute în normele PSI în vigoare.
(2)În cazul folosirii poliizocianatului ca întăritor al amestecului cu plastolinol, se vor aplica măsurile de la art.67.
(3)Întrebuinţarea perboratului de sodiu ca accelerator al reacţiei de întărire a miezurilor cu plastolinol se va face cu respectarea instrucţiunilor de lucru specifice procedeului pentru a menţine reacţia în limite nepericuloase, evitându-se sursele de căldură.
Art. 71
La utilizarea unor lianţi ca silicatul de sodiu sau covasil, se vor lua măsuri pentru evitarea contactului cu pielea.
Art. 72
(1)În cazul utilizării lianţilor şi adaosurilor pulverulente se vor lua măsuri de protecţie pentru evitarea răspândirii acestora în mediul de muncă, pentru preîntâmpinarea îmbolnăvirilor profesionale de silicoză (bentonită, argilă, ciment, carbobent etc.) şi se vor respecta cu stricteţe normele PSI în vigoare pentru materiale ca: făina de lemn, amidon, dextrină, praf de cărbune, covalit, deporom, grafit, polistiren granule şi altele care sunt combustibile şi pot forma amestecuri explozive cu aerul.
(2)La locurile de muncă unde se utilizează lianţi şi adaosuri pulverulente se vor prevedea instalaţii de ventilaţie locală corespunzătoare.
SECTIUNEA 2: Executarea formelor şi miezurilor
SUBSECTIUNEA 1: Executarea formelor. Maşini de format
Art. 73
(1)La confecţionarea formelor nu se admite folosirea ramelor de formare defecte, crăpate, deformate sau cu mânerele şi ochiurile de fixare deteriorate.
(2)Pentru ramele de formare nu se admit butoane de ridicare turnate din fontă (monobloc cu rama de formare sau ataşate).
Art. 74
Ramele mari de formare nu vor fi introduse în exploatare decât după verificarea prealabilă a butoanelor de ridicare şi a umerilor de siguranţă, care trebuie astfel executate încât să excludă orice posibilitate de alunecare a mijloacelor de legare în timpul ridicării sau transportului.
Art. 75
Este interzisă utilizarea sculelor defecte sau deformate.
Art. 76
Este interzisă trecerea salariaţilor peste formele pline cu metal topit.
Art. 77
(1)Pentru evitarea exploziilor, formarea în solul turnătoriei este admisă numai atunci când apele freatice sunt situate la o adâncime atât de mare încât distanţa de la partea cea mai adâncă a formei până la cel mai înalt nivel al apelor freatice să fie de cel puţin 1,5 m.
(2)În cazul când nivelul apelor freatice este mai ridicat, pentru formarea în solul turnătoriei vor fi utilizate chesoane metalice în gropi betonate, care vor fi menţinute în mod obligatoriu în stare uscată.
Art. 78
Se interzice pozarea conductelor de alimentare cu apă şi a celor de scurgere în zona destinată formării în solul turnătoriei.
Art. 79
Se interzice formarea în sol dacă în zona respectivă se află conducte de apă, gaz sau combustibil.
Art. 80
La operaţia de pudrare a formelor, salariaţii vor utiliza echipament de protecţie contra prafului, conform Normativului-cadru de acordare şi utilizare a echipamentului individual de protecţie.
Art. 81
(1)Organele de maşini în mişcare ale maşinilor de format vor fi izolate prin montarea după caz de: apărători, plase de sârmă, îngrădiri şi dispozitive de siguranţă.
(2)Nu este permisă funcţionarea maşinilor de format fără apărători care să îngrădească zonele periculoase.
Art. 82
Maşinile cu plăci rabatabile vor fi prevăzute cu apărători care să izoleze zona periculoasă, pentru a evita prinderea picioarelor între pârghii şi sol, la cursa de coborâre.
Art. 83
La maşinile prevăzute cu instalaţii de aer comprimat, gurile de evacuare vor fi prevăzute astfel încât aerul evacuat să nu provoace antrenarea prafului.
Art. 84
Intervenţiile la maşini în vederea remedierii unor defecţiuni, pentru ungere, reglare etc. se vor face numai după decuplarea alimentării cu energie şi blocarea contra pornirii accidentale. Dacă blocarea nu este posibilă, se va monta vizibil un indicator de securitate de interzicere a accesului la dispozitivele de pornire.
Art. 85
(1)Este interzisă îndepărtarea resturilor de amestec de formare de pe model sau elementele maşinii, cu mâna sau prin suflare cu gura.
(2)Îndepărtarea resturilor de amestec de formare de pe model sau elementele maşinii se va face numai după oprirea maşinii şi se vor folosi suflarea cu aer comprimat, perii sau mături.
Art. 86
Maşinile de format vor fi asigurate împotriva pornirii necomandate astfel:
a)dacă comanda se face cu manete, se vor prevedea sisteme de siguranţă;
b)dacă comanda se face prin butoane, acestea vor fi îngropate.
Art. 87
(1)Înainte de pornirea mecanismului de întoarcere a mesei maşinii de format se va verifica fixarea ramei de formare şi dacă în zona de mişcare a mesei nu se află persoane sau obiecte care ar putea fi lovite.
(2)În timpul funcţionării, salariatul care deserveşte maşina de format va sta numai lateral.
(3)Revenirea mesei maşinii de format se va comanda numai după îndepărtarea ramei de formare.
Art. 88
Amestecul folosit la maşinile de format cu cap aruncător trebuie să fie cernut şi curăţat de resturi metalice.
Art. 89
La maşinile de format cu cap aruncător, cu deplasarea braţelor mecanică sau hidraulică este interzisă funcţionarea fără limitatoare de cursă fixate şi reglate pentru evitarea accidentelor prin deplasarea braţului pe spaţii interzise.
Art. 90
(1)Maşina de format cu cap aruncător trebuie să fie deservită de o singură persoană, special instruită în acest scop.
(2)Se interzice altor persoane de a lucra la maşina de formare cu cap aruncător.
Art. 91
Înainte de punerea în funcţiune a capului aruncător trebuie:
a)să se verifice forma care urmează a se umple, dacă corespunde din punct de vedere tehnologic şi nu au mai rămas diverse obiecte sau scule în formă;
b)să se verifice funcţionarea fiecărui motor şi comenzi separat;
c)să se verifice întinderea benzilor;
d)să se verifice funcţionarea pistoanelor şi a mecanismelor de deplasare;
e)să se verifice uzura paletelor, care vor fi schimbate la depăşirea limitei de uzură;
f)să se verifice închiderea capacului de vizitare a paletei.
Art. 92
Înainte de pornirea agregatului, se vor avertiza salariaţii care lucrează în jurul capului aruncător, care vor evacua locul pe o rază de 3 m.
Art. 93
După pornirea instalaţiei se va deschide şubărul de la buncărul de nisip.
Art. 94
Pâlniile sau benzile înfundate se vor desfunda numai după oprirea maşinii.
Art. 95
În timpul funcţionării capului aruncător, operatorul va sta pe scaunul de la pupitrul de comandă.
Art. 96
Este interzisă introducerea oricăror obiecte sau scule (răngi) în forma care se umple, în timpul funcţionării capului aruncător.
Art. 97
Manevrarea ramelor de formare de pe conveier pe rolgang şi invers se va face cu împingătorul pneumatic în momentul în care mijlocul ramei se află în dreptul împingătorului pentru a se evita agăţarea sau căderea lor de pe conveier.
Art. 98
În timpul confecţionării formei se vor respecta următoarele reguli:
a)se va controla şi urmări în permanenţă ca poziţia manetelor de comandă ale maşinii să fie corectă, astfel încât să nu permită punerea în funcţiune necomandată a maşinii;
b)nu se vor acţiona în acelaşi timp două comenzi;
c)în timpul întoarcerii formei, după aşezarea platoului, se va sta lângă manetele de comandă pentru a se evita accidentarea din cauza scăpării formei din ghearele de prindere ale maşinii;
d)forma superioară va fi prinsă în lanţ după îndesare, presare şi ridicare pe ghearele sau coloanele maşinii.
Art. 99
După asamblare, formele se vor asigura cu bridele de strângere.
Art. 100
Se interzice introducerea mâinilor:
a)între model şi masa maşinii în momentul aşezării modelului pentru fixare pe maşină;
b)între ramă şi placa model în momentul aşezării ramei pe placă;
c)între ramă şi platoul de presare a amestecului în momentul presării;
d)între forma superioară şi cea inferioară în momentul asamblării.
Art. 101
La liniile automate de formare, în cabina de comandă, pupitrul de comandă va fi deservit numai de operatori cu calificare de electrician.
Art. 102
Înainte de pornirea liniei automate de formare se va efectua:
a)verificarea funcţionării normale a releelor electromagnetice şi a butoanelor de comandă din instalaţie;
b)verificarea butoanelor de oprire generală privind funcţionarea lor;
c)verificarea funcţionării sistemelor de avertizare sonoră a personalului asupra pornirii liniei automate;
d)verificarea funcţionării corespunzătoare a butoanelor de control şi înlocuirea imediată a celor defecte;
e)verificarea vizuală pe schema sinoptică a funcţionării instalaţiei.
Art. 103
La fiecare pornire a liniei automate este obligatoriu să se folosească semnalizarea acustică de avertizare.
Art. 104
Operatorul poate părăsi cabina de comandă numai după ce a efectuat următoarele operaţii:
a)a oprit linia automată scoţând ventilele de sub tensiune prin acţionarea dispozitivului de comandă “Stop general”;
b)s-a asigurat că toate mecanismele au trecut în regim de staţionare;
c)a încuiat uşa şi a luat cheile de la cabina de comandă, după ce s-a asigurat că în interior nu au mai rămas persoane.
Art. 105
La sfârşitul schimbului, operatorul nu are voie să părăsească locul de muncă, până la venirea schimbului următor şi este obligat să-l înştiinţeze pe acesta despre starea tehnică a liniei automate.
Art. 106
În timpul reviziilor, operatorul va monta la vedere indicatoare de avertizare.
Art. 107
Este interzisă executarea de modificări sau improvizaţii electrice de orice natură la linia automată.
Art. 108
Este interzisă alimentarea ventilelor până ce nu s-a verificat că linia a fost readusă în poziţia în care a fost oprită înaintea manevrelor manuale.
Art. 109
Se interzice executarea de manevre la cererea unui salariat pe baza unor semne stabilite prin înţelegere între operator şi salariat.
Art. 110
Se interzice introducerea mâinilor, picioarelor sau a altei părţi a corpului între elementele în mişcare ale liniei automate de formare, pentru a curăţa modelele, chiar dacă instalaţia a fost blocată prin butonul de oprire generală.
Art. 111
Accesul sau plecarea de la locul de muncă se face numai pe pasarela de trecere peste conveier.
Art. 112
Este interzisă apropierea sau staţionarea salariaţilor lângă dispozitivul de executare a găurilor de ventilaţie şi dispozitivul de întoarcere a formelor în timpul funcţionării liniei automate de formare.
Art. 113
Este interzisă trecerea peste conveier, căile cu role sau pe sub liniile de transfer în timpul funcţionării liniei, cât şi atunci când este oprită.
Art. 114
Este interzisă suflarea semiformelor superioare în timp ce în dreptul lor pe partea opusă se află alte persoane.
SUBSECTIUNEA 2: Executarea miezurilor. Maşini de miezuit
Art. 115
Este interzisă utilizarea plăcilor de uscare crăpate, rupte sau de dimensiuni neconforme cu cele pentru care maşina a fost reglată.
Art. 116
Este interzisă efectuarea de improvizaţii la maşina de miezuit.
Art. 117
Este interzis să se comande întoarcerea mesei maşinii de miezuit până nu se asigură strângerea plăcii de uscare pe cutia de miez.
Art. 118
Operaţiile tehnologice de confecţionare a miezurilor se execută conform instrucţiunilor de lucru pentru a se evita accidentarea prin loviri cu bătătorul manual, armături sau părţi mobile ale cutiei de miez.
Art. 119
Transportul miezurilor pe căile cu role se face numai prin tragere cu mâna, fiind interzis să se împingă cu piciorul.
Art. 120
La ridicarea plăcilor cu miezuri pe căile cu role din faţa uscătoarelor, pistonul ridicătorului se comandă numai după ce placa a fost astfel aşezată pe masa ridicătorului încât să nu existe pericol de răsturnare.
Art. 121
Este interzisă utilizarea cutiilor de miez cu uzură şi fisuri pronunţate.
Art. 122
La maşina de împuşcat miezuri este interzisă introducerea mâinilor în zona de acţionare a mecanismelor şi în cilindrul de împuşcat prin partea superioară în timp ce în maşină se află aer.
Art. 123
Se va controla ca în planul de separaţie dintre cutia de miez şi maşina de împuşcat să nu rămână nisip presat care împiedică aşezarea cutiei, dând posibilitatea de împrăştiere a nisipului împuşcat prin aceste neetanşeităţi.
Art. 124
La comanda de întoarcere a mesei maşinii pentru extragerea miezului din cutie se va sta în faţa maşinii în timpul lucrului.
Art. 125
(1)Scoaterea plăcii de uscare cu miez, de pe braţele pistonului maşinii se va face numai de pe partea opusă poziţiei de lucru.
(2)Este interzis ca placa de uscare cu miez să fie împinsă cu picioarele sau cu mâinile din poziţia stând în faţa maşinii.
Art. 126
Montarea şi demontarea cutiilor de miez pe masa maşinii se face numai de către persoane instruite pentru această operaţie, care trebuie să controleze dacă prinderea cutiilor de miez pe masa maşinii este corespunzătoare.
Art. 127
La maşina de împuşcat miezuri vor lucra numai salariaţi special instruiţi pentru lucrul la această maşină.
Art. 128
Remedierile defecţiunilor de la maşina de împuşcat miezuri se vor face numai de către personal autorizat.
Art. 129
Se vor respecta cu stricteţe semnele indicatoare şi ciclul efectuării operaţiilor de comandă ale maşinii de împuşcat miezuri.
Art. 130
În atelierele de miezuire condiţiile de muncă fiind asemănătoare celor din secţiile de formare, se vor respecta măsurile de securitatea muncii indicate la operaţiile de formare.
Art. 131
La maşinile de confecţionat miezuri prin împuşcare se va verifica zilnic etanşeitatea între cutia de miez şi maşină.
Art. 132
(1)În cazul cutiilor de miez fixate pneumatic, se vor lua măsuri de asigurare contra pericolului de prindere a mâinii între cilindrii sau dispozitivele de prindere şi cutii.
(2)Sistemul de distribuire a aerului va fi verificat zilnic, în scopul asigurării unei funcţionări corespunzătoare.
Art. 133
(1)La formarea prin întărire a amestecului de formare cu bioxid de carbon se vor verifica recipienţii de bioxid de carbon, reductoarele de presiune şi conductele flexibile de cauciuc pentru evitarea scăpărilor de gaz.
(2)Se vor respecta prescripţiile tehnice ISCIR privind transportarea, manipularea şi utilizarea recipienţilor sub presiune.
Art. 134
Întărirea cu bioxid de carbon a miezurilor confecţionate la maşină se execută numai dacă la bateria de tuburi este fixat şi reductorul de presiune.
Art. 135
La executarea mecanică a miezurilor se va controla modul de funcţionare al maşinii prin încercarea în gol a acesteia efectuând mişcările unui ciclu tehnologic, avertizând de aceasta pe ceilalţi salariaţi de la locul de muncă respectiv sau din apropiere.
Art. 136
În cazul scăderii presiunii aerului în reţea, se va opri lucrul la maşină.
Art. 137
Împuşcarea se execută numai atunci când nu există pericol de spargere a cutiei de miez şi când aceasta este fixată corespunzător.
Art. 138
Utilajele folosite la uscarea crustelor ceramice, evacuarea cerii şi calcinarea crustelor vor fi prevăzute cu ventilaţie corespunzătoare.
SECTIUNEA 3: Uscarea formelor şi miezurilor
Art. 139
Se interzice utilizarea cocsului la uscarea formelor şi miezurilor în atelierul halei de turnătorie.
Art. 140
Curăţarea uscătoarelor se va face după oprirea utilajelor.
Art. 141
Se interzice staţionarea salariaţilor în interiorul cuptorului.
Art. 142
(1)Uscarea cu foc deschis a formelor mari şi a celor executate în solul turnătoriei se va face după încetarea celorlalte activităţi şi când în hală nu se mai află salariaţi.
(2)Când se lucrează în 3 schimburi se vor lua măsuri de protecţie speciale pentru evacuarea prafului şi fumului prin ventilaţie generală sau locală.
Art. 143
Aprinderea focului în cuptoare se va face astfel:
a)înainte de aprindere se va ventila cel puţin 10 minute camera de ardere pentru evacuarea eventualelor acumulări de gaze;
b)arzătorul se va aprinde după asigurarea tirajului, cu ajutorul unei torţe cu mâner lung (1,5 m), salariatul stând lateral.
Art. 144
Dacă cuptorul este rece, se va face întâi o încălzire lentă a cuptorului.
Art. 145
(1)În cazul întreruperii accidentale a alimentării cu combustibil, se vor închide imediat robinetele de admisie a combustibilului.
(2)Reaprinderea focului se va face după înlăturarea defecţiunii şi ventilarea cuptorului.
Art. 146
În cazul întreruperii accidentale a aerului, se întrerupe imediat alimentarea cu combustibil şi alimentarea cu aer.
Art. 147
La oprirea cuptorului (stingerea focului) se închide mai întâi admisia combustibilului şi apoi admisia aerului.
Art. 148
Se va supraveghea în permanenţă funcţionarea eficientă a instalaţiei de ventilaţie.
Art. 149
(1)La executarea intervenţiilor în interiorul cuptoarelor, se va verifica în prealabil dacă atmosfera nu este viciată şi dacă temperatura din interior nu depăşeşte 400C.
(2)Persoanele intrate în cuptor vor fi obligatoriu supravegheate din exterior.
(3)Înainte de închiderea uşilor, se va verifica dacă nu au rămas persoane în interiorul cuptorului.
Art. 150
Cuptoarele pentru uscat forme şi miezuri trebuie să îndeplinească următoarele condiţii:
a)să aibă zidăria şi mantaua etanşe;
b)uşile cuptoarelor să se închidă etanş;
c)evacuarea gazelor să se facă în exteriorul halei;
d)temperatura pereţilor exteriori să nu depăşească 550C.
Art. 151
Pentru uscarea formelor mici şi mijlocii, precum şi a miezurilor, se vor folosi camere (cuptoare sau dulapuri de uscare) prevăzute cu uşi sau dispozitive de închidere şi cu instalaţie pentru captarea şi îndepărtarea gazelor toxice degajate.
Art. 152
(1)La utilizarea dispozitivelor electrice de încălzire, cu rezistenţe sau becuri cu radiaţii infraroşii, se vor lua toate măsurile pentru a se elimina orice posibilitate de accidentare prin electrocutare.
(2)La folosirea radianţilor cu gaze, se vor respecta Normele specifice de protecţie a muncii pentru distribuţia şi utilizarea gazelor.
Art. 153
Pentru a se evita închiderea accidentală a salariaţilor în cuptor se vor prevedea sisteme de semnalizare optice şi acustice.
Art. 154
(1)Uşile cuptoarelor care se deschid pe verticală vor fi prevăzute cu zăvoare de siguranţă care să împiedice coborârea lor accidentală.
(2)Zona de deplasare a contragreutăţilor va fi îngrădită cu apărători, iar cablurile şi capetele de prindere ale acestora se vor verifica zilnic.
Art. 155
Pentru evitarea intoxicaţiilor, încărcarea şi descărcarea cuptorului de uscat se vor face din exterior folosind cărucioare mobile de uscat.
SECTIUNEA 4: Asamblarea formelor pentru turnare
Art. 156
Este interzisă impurificarea cu alte substanţe a sărurilor utilizate la prepararea cleiului de lipire a miezurilor.
Art. 157
Este interzis a se utiliza azotaţi sau azoţi la prepararea cleiului pentru lipirea miezurilor.
Art. 158
La topirea şi turnarea sării pentru fixarea miezurilor se va controla înainte de începerea lucrului starea tehnică a instalaţiei de încălzire a băii de sare, precum şi starea oalelor pentru turnarea sării.
Art. 159
(1)Pregătirea materialelor, inclusiv cântărirea lor se va face utilizând scule corespunzătoare pentru manipularea sărurilor.
(2)Se interzice manipularea sărurilor cu mâna liberă.
Art. 160
Sărurile se vor introduce în cazanul de topire în stare uscată şi numai până la un nivel maxim de 3/4 din înălţimea cazanului.
Art. 161
Sculele şi dispozitivele care se introduc în băile de săruri trebuie încălzite înainte de întrebuinţare.
Art. 162
Pentru a se evita vărsarea de sare topită, oala de turnare se va umple până la maximum 30 mm sub nivelul ciocului oalei.
Art. 163
Prepararea cleiului pentru lipit miezuri şi uscarea miezurilor cu flacăra se vor face numai în locurile prevăzute în acest scop, iar în jurul acestora nu vor fi depozitate materiale inflamabile.
Art. 164
După uscare miezurilor, arzătorul se va stinge şi se va aşeza pe suportul său.
Art. 165
(1)Nu se permite deplasarea cu arzătorul aprins sau lăsarea lui din mână, aprins.
(2)Stingerea arzătorului se face prin închiderea robinetului de gaze.
Art. 166
Miezurile se vor monta în funcţie de mărimea şi complexitatea lor, manual sau cu ajutorul dispozitivelor de ridicare şi montare acţionate mecanic sau electric.
Art. 167
Se interzice prinderea miezurilor în cârligul macaralei înainte de verificarea penei de fixare a tijei miezului.
Art. 168
Înainte de turnare, se va verifica dacă formele sunt corespunzător asamblate şi dacă penele sau şuruburile de prindere sunt suficient de rezistente.
Art. 169
La protejarea suprafeţelor miezurilor şi formelor cu vopsele de turnătorie cu autouscare, având în compoziţia lor solvenţi organici (toluen, benzen, alcooli, derivaţi petrolieri), precum şi la prepararea, diluarea, omogenizarea, transvazarea acestor vopsele se vor respecta prevederile Normelor specifice de securitate a muncii pentru activităţi de vopsire.
Art. 170
Formele şi miezurile vor fi asamblate şi reparate cu ajutorul chiturilor de turnătorie, respectându-se instrucţiunile de lucru specifice fiecărui tip de chit.
Art. 171
Turnarea sării topite pentru fixarea miezurilor se va face numai în zone în care pardoseala corespunde din punctul de vedere al rezistenţei la aprindere şi este uscată.
SECTIUNEA 5: Pregătirea oalelor de turnare
Art. 172
Înainte de utilizare, oalele de turnare vor fi verificate, neadmiţându-se folosirea oalelor cu căptuşeală sau manta defectă (fisuri, crăpături, porţiuni deteriorate) şi cu elemente de prindere avariate sau uzate.
Art. 173
Oalele folosite pentru turnarea manuală, cu minimum doi oameni, nu vor depăşi masa de 60 kg împreună cu încărcătura şi dispozitivul de transport.
Art. 174
Înainte de a se încărca cu metal topit, oala de turnare va fi uscată, până la îndepărtarea completă a umezelii din căptuşeala refractară.
Art. 175
Mantaua metalică a oalei de turnare trebuie să aibă găuri mici pentru evacuarea vaporilor de apă din căptuşeala refractară.
Art. 176
Se interzice confecţionarea oalelor, a jugurilor de transport şi a celorlalte scule din oţeluri călibile şi metale neferoase.
Art. 177
Este interzisă înălţarea căptuşelii oalelor de turnare, pentru a le mări capacitatea.
Art. 178
(1)Aprinderea focului pentru uscarea oalelor se va face de la distanţă cu o torţă aprinsă fixată de o vergea lungă de cel puţin 2 m.
(2)La operaţia de aprindere a focului pentru uscarea oalelor se interzice accesul oricărei persoane în direcţia de bătaie a flăcării.
Art. 179
La uscarea oalelor se vor folosi ecrane speciale, amplasate în câmpul de acţiune al macaralelor din hală, prevăzute cu ventilaţie mecanică, în vederea împiedicării degajărilor de gaze în hala de turnare.
Art. 180
Uscarea oalelor folosite la turnarea manuală, se poate face şi în afara zonei de acţiune a macaralelor.
Art. 181
(1)La oalele cu orificiul de turnare a metalului dispus pe fund, tija dopului va fi montată şi centrată astfel încât vâna de metal topit să nu bată lateral în timpul turnării.
(2)Mecanismul de închidere şi deschidere a orificiului de turnare va fi verificat înaintea încărcării oalei.
Art. 182
Umplerea oalelor se va face în proporţie de maximum 7/8 din volumul lor.
Art. 183
Umplerea oalei se va face numai după ce oala a fost încălzită la incandescenţă.
Art. 184
În timpul turnării metalului topit din oală în formă, salariatul nu va sta în faţa jetului de metal lichid, ci lateral.
Art. 185
Toate adaosurile trebuie uscate înainte de a fi introduse în aliajele lichide.
Art. 186
Oalele având capacitatea sub 1000 kg pot fi transportate pe vagonete deplasate manual prin tragere sau împingere cu bare de cel puţin 1,5 m lungime sau cu transmisii mecanice.
Art. 187
(1)Oalele trebuie să fie asigurate împotriva răsturnării în timpul transportului.
(2)Pentru deplasări ale vagonetului pe şină pe distanţe mai mici de 3 m cu viteză sub 0,5 m/s, se admite simpla aşezare a oalei pe platforma orizontală a vagonetului.
Art. 188
Oalele de turnare suspendate şi transportate pe monoşină vor fi permanent conduse şi supravegheate de turnător, indiferent dacă acestea sunt sau nu antrenate mecanic.
Art. 189
Dispozitivele manuale de transportat oalele vor fi verificate înainte de fiecare întrebuinţare.
Art. 190
Nu se permite transportarea metalului topit în creuzete de grafit, fără înveliş protector de oţel.
Art. 191
(1)Toate lanţurile, cablurile, traversele, pârghiile oscilante, precum şi toate dispozitivele de transportat oale folosite în turnătorie vor fi controlate zilnic pentru a se depista orice uzură sau defecţiune ce ar putea cauza accidente.
(2)Lanţurile, cablurile şi toate instalaţiile de ridicat vor fi verificate conform precripţiilor tehnice ISCIR,
(3)Cablurile, lanţurile de prindere şi pârghiile oscilante vor fi protejate contra acţiunii căldurii radiate de metalul topit din oală, pentru a nu li se micşora rezistenţa.
Art. 192
Fixarea oalelor în dispozitivele de transport va fi sigură, pentru a se evita accidentele cauzate de desprinderea şi căderea lor în timpul manipulării materialului topit.
Art. 193
(1)Oalele de turnare cu o capacitate până la 200 kg se recomandă a fi acoperite în timpul transportului cu capace uşoare metalice, căptuşite cu plăci de azbest.
(2)Pentru a se evita împroşcările de metal topit în jurul jgheabului de scurgere şi pe locul pe care se aşează oala de turnare, pardoseala va fi uscată.
Art. 194
(1)Repararea oalelor de turnare se va face pe platforme speciale care vor asigura stabilitatea în timpul reparaţiei.
(2)Este interzisă reparaţia oalelor de turnare la o temperatură a oalelor mai mare de 350C.
(3)Nu se admite răcirea oalelor cu apă, ci numai cu aer.
Art. 195
În cazul oalelor mari, spargerea crustei de zgură şi scoaterea căptuşelii se va face cu ranga.
SECTIUNEA 6: Turnarea aliajelor în forme
Art. 196
La turnarea metalelor în forme se vor respecta prevederile Normelor specifice de protecţie a muncii pentru elaborarea şi turnarea fontei şi prevederile Normelor specifice de protecţie a muncii pentru elaborarea şi turnarea oţelului.
Art. 197
(1)Înainte de începerea turnării trebuie să se verifice dacă formele de turnare sunt închise şi asigurate pentru evitarea desprinderii lor sub presiunea metalului topit, turnat în forme.
(2)Vor fi verificate greutăţile de fixare, clemele şi zăvoarele dacă sunt nedeteriorate, fixate corespunzător şi se va face ordine la locul de muncă.
Art. 198
Pâlnia de turnare trebuie să fie uscată şi corespunzător fixată în timpul turnării.
Art. 199
Turnarea metalului va fi efectuată cu o vână uniformă, continuă, dirijată exact în centrul pâlniei pentru a evita împroşcarea cu metal topit.
Art. 200
Ciocul sau orificiul de scurgere a oalei de turnare va fi poziţionat cât mai aproape de pâlnia de turnare, în timpul turnării. Gazele emanate din formă vor fi aprinse imediat.
Art. 201
La turnarea pieselor cu oale mari, manevrate cu pod sau grindă rulantă, manipulantul mijlocului de ridicare şi turnătorul de la oală vor respecta semnalele prevăzute în prescripţiile tehnice ISCIR.
Art. 202
Salariaţii care transportă împreună manual oala cu metal topit, vor trebui să fie aleşi de aceeaşi statură, să-şi sincronizeze paşii, să execute simultan toate mişcările legate de ridicarea şi aşezarea oalei, unul din ei urmând să dea comanda.
Art. 203
Pentru resturile de metal lichid şi zgură, rămase în oală şi pentru cazurile în care partea metalică a oalei se perforează, se vor prevedea gropi, forme provizorii, lingotiere uscate şi încălzite pentru golirea metalului topit, amplasate într-o zonă îngrădită în afara trecerilor şi a locurilor de muncă.
Art. 204
Platforma de turnare nu se va amplasa pe partea cabinei podului rulant.
Art. 205
(1)La turnarea mecanizată pe conveier se vor instala platforme mobile pentru turnători, dacă deplasarea conveierului de turnare are o viteză mai mare de 4 m/min.
(2)Mişcarea platformei mobile va fi sincronizată cu mişcarea conveierului de turnare.
Art. 206
Pentru răcirea formelor turnate pe conveier se vor amenaja tuneluri acoperite prevăzute cu instalaţie de ventilaţie prin absorbţie care să asigure evacuarea căldurii şi a gazelor emanate.
Art. 207
Accesul personalului în tunelurile pentru răcirea formelor turnate pe conveier este interzis.
Art. 208
Trecerea salariaţilor peste formele pline cu topitură este interzisă.
Art. 209
(1)În timpul turnării lingotierelor nu se admite nimănui să stea în groapa de turnare indiferent la ce depărtare ar fi locul de turnare.
(2)Pe platforma de turnare, în timpul turnării va sta numai turnătorul care manevrează oala şi persoana care conduce turnarea, ceilalţi salariaţi fiind îndepărtaţi de la locul turnării.
Art. 210
Formele înalte şi lingotierele se vor turna În gropi de turnare special amenajate.
Art. 211
Sculele folosite pentru curăţarea zgurei din oală se vor încălzi înainte de întrebuinţare.
Art. 212
(1)La turnarea în forme etajate, înălţimea ansamblelor nu va depăşi 750 mm la turnarea pe sol, cu condiţia ca verticala centrului de greutate să fie în perimetrul bazei de forme.
(2)Formele mai înalte de 750 mm se vor turna în gropi de turnare.
SECTIUNEA 7: Dezbaterea formelor şi curăţarea pieselor turnate
SUBSECTIUNEA 1: Dezbaterea formelor
Art. 213
Dezbaterea mecanică a formelor pe dezbătător se poate face în hala turnătoriei, cu condiţia asigurării unei ventilaţii locale eficiente, atât la sol, cât şi în canalul subteran.
Art. 214
(1)În locurile unde nu se poate asigura o ventilaţie corespunzătoare, chiar cu panouri de aspiraţie, se va carcasa dezbătătorul cu pereţi şi uşi glisante, etanşe în care se vor introduce piesele spre dezbatere.
(2)Carcasa dezbătătorului nu va fi deschisă până ce praful nu va fi complet aspirat.
Art. 215
(1)Piesele mărunte, precum şi reţelele de turnare desprinse la dezbatere vor fi apucate cu mâna protejată cu mănuşi de protecţie termoizolante şi rezistente la temperaturi ridicate, cu furci sau cu cleşti.
(2)Piesele mari vor fi ridicate cu macaraua sau cu alte mijloace de ridicat.
Art. 216
(1)La dezbaterea pieselor de pe liniile de producţie în flux nu vor fi restricţii de temperatură dacă piesele dezbătute se evacuează din hală imediat sau sunt introduse în camera de răcire.
(2)La dezbaterea manuală, temperatura de început de dezbatere a pieselor va fi de maximum 2000C.
Art. 217
Dezbaterea manuală a formelor în hala turnătoriei se va admite numai în schimbul de noapte, cu condiţia să nu se desfăşoare altă activitate.
Art. 218
Dezbaterea manuală se va face prin umezirea abundentă a pământului pentru diminuarea prafului.
Art. 219
Nisipul rezultat din formele dezbătute va fi îndepărtat de la locul de muncă.
Art. 220
Dacă dezbaterea formelor se face în încăperi în care se află amplasate alte secţii, se va organiza lucrul astfel ca dezbaterea să se facă după terminarea lucrului în celelalte secţii.
Art. 221
Dezbaterea manuală pe grămezi de amestec ars şi pe piese evacuate din forme este interzisă.
Art. 222
Dezbaterea manuală se poate executa în oricare schimb, dacă se face în încăperi separate, izolate de atelierele unde se desfăşoară alte procese tehnologice (formare, miezuire) şi dacă camerele sunt prevăzute cu instalaţii speciale de ventilaţie pentru absorbţia prafului.
Art. 223
La dezbaterea mecanică a formelor se verifică înainte de începerea lucrului ridicătorul pneumatic, balansierul şi lanţurile de prindere a formelor, împingătorul formelor de pe conveier pe grătar, precum şi funcţionarea corespunzătoare a dezbătătorului.
Art. 224
Împingerea ramelor de pe conveier pe grătar se face numai în momentul când acestea se găsesc în dreptul grătarului.
Art. 225
Comanda de retragere a împingătorului se va da imediat după împingerea formei pe grătar.
Art. 226
Întoarcerea ramelor în lanţurile balansierului se va face astfel încât să se evite căderea ramei superioare.
Art. 227
Aşezarea ramelor pe conveier se va face numai pe centrul căruciorului conveierului.
Art. 228
Piesele blocate pe grătar vor fi înlăturate cu ajutorul unui cârlig.
Art. 229
Se interzice staţionarea în dreptul împingătorului în timpul lucrului, traversarea conveierului în zona curbă, staţionarea în zona exterioară curbei conveierului, intrarea în staţia conveierului în timpul funcţionării.
Art. 230
Se interzice purtarea verighetelor sau inelelor pe degete În timpul lucrului.
Art. 231
Se interzice introducerea mâinii sub conveier în timpul curăţării lui.
Art. 232
În cazul dezbaterii cu instalaţii hidraulice special construite, se vor respecta următoarele reguli:
a)instalaţia hidraulică se va manevra numai de către salariaţi calificaţi special instruiţi;
b)înaintea punerii instalaţiei în funcţiune se va verifica funcţionarea instalaţiei din punct de vedere mecanic, electric şi hidraulic;
c)după introducerea piesei în cabină se va verifica fixarea ei corespunzătoare;
d)Înainte de închiderea cabinei, toate persoanele vor fi evacuate din cabină.
Art. 233
Evacuarea pieselor turnate de la dezbătător se face prin intermediul benzii cu plăci metalice, cu care se transportă piesele în curăţătorie.
Art. 234
Banda metalică va fi deservită de pe părţile laterale, fiind interzisă urcarea pe bandă pentru reluarea pieselor cu macaraua.
Art. 235
Este interzisă depozitarea pieselor lângă banda metalică; în ambele părţi ale benzii metalice va rămâne un spaţiu liber de cel puţin 1 m.
Art. 236
Este interzisă dezbaterea pieselor cu ciocanul pe banda metalică a transportorului, precum şi circulaţia salariaţilor pe banda metalică.
Art. 237
În cazul apariţiei unor defecţiuni la banda transportoare sau pentru prevenirea acestora, se va acţiona butonul de avarie.
Art. 238
Trecerea dintr-o parte în alta a benzii metalice se va face numai pe căile de acces.
Art. 239
Înainte de pornirea benzii metalice se va verifica dacă este încărcată, dacă nu este blocată cu piese şi dacă toate apărătorile de protecţie sunt fixate şi poziţionate.
Art. 240
Înainte de începerea lucrului se va controla dacă apărătorile din jurul grătarului sunt nedeteriorate şi fixate corespunzător.
Art. 241
(1)Prinderea în cârligul macaralei a pieselor mari şi mijlocii pe grătarele de dezbatere, se face numai în timp ce grătarul este oprit.
(2)În timpul operaţiei de prindere a pieselor în cârligul macaralei, este interzisă urcarea salariaţilor pe grătarul de dezbatere.
Art. 242
Piesele mici, ca şi bavurile şi reţelele de turnare se manevrează cu ajutorul furcilor, răngilor sau cârligelor.
Art. 243
Piesele mari şi mijlocii care se transportă individual pe transportor nu se vor prinde prin intermediul reţelelor de turnare, ci se vor prinde prin intermediul orificilor executate în piese sau al dispozitivelor speciale.
Art. 244
Este interzisă răsturnarea pieselor din ramele de formare peste alte piese, reţele de turnare sau bavuri aflate la sol.
SUBSECTIUNEA 2: Curăţarea pieselor turnate
Art. 245
În atelierele de curăţare a pieselor turnate se vor respecta prevederile: Normelor specifice de protecţie a muncii pentru fabricarea, stocarea, transportul şi utilizarea oxigenului şi azotului; Normelor specifice de protecţie a muncii pentru fabricarea, transportul şi utilizarea acetilenei; Normelor specifice de protecţie a muncii pentru prelucrarea metalelor prin deformare plastică la rece şi ştanţare; Normelor specifice de protecţie a muncii pentru sudarea şi tăierea metalelor. Salariaţii vor utiliza echipamentul de protecţie acordat conform Normativului – cadru de acordare a echipamentului individual de protecţie, în vigoare.
Art. 246
Curăţarea pieselor turnate se va executa în încăperi speciale sau, în lipsa acestora, într-o zonă izolată a halei.
Art. 247
Curăţarea manuală a pieselor turnate se va face numai după ce temperatura piesei a scăzut astfel încât să permită intervenţia fără pericol de arsuri termice.
Art. 248
Maselotele, reţelele de turnare, bavurile mari, se desprind de piesă cu lovituri de baros, cu dălţi pneumatice, cu foarfece şi prese mecanice sau pneumatice sau prin tăiere oxiacetilenică, în funcţie de calităţile materialului şi de dimensiunile pieselor turnate.
Art. 249
În timpul curăţării manuale, piesa va avea o poziţie stabilă; curăţarea pieselor aşezate unele peste altele este interzisă.
Art. 250
La debavurarea şi curăţarea pieselor mari, care nu pot fi aşezate pe sol datorită formei lor, se va fixa piesa cu ajutorul unei capre sau pene de siguranţă.
Art. 251
La dezmembrarea reţelelor sau maselotelor prin lovire cu ciocanul, se va izola zona de lucru prin paravane rezistente împotriva împroşcărilor cu aşchii de fontă, pământ sau piese desprinse.
Art. 252
Pentru curăţarea pieselor mici, cu masa sub 10 kg, se vor folosi tobe rotative prevăzute cu dispozitive de absorbţie a prafului şi cu izolaţie fonică.
Art. 253
(1)La curăţarea cu alice a pieselor de dimensiuni mijlocii, care se efectuează în cabine, salariatul va conduce jetul din afara cabinei.
(2)Urmărirea lucrului în cabina de alicare se va face printr-un vizor etanş, care se va înlocui atunci când vizibilitatea scade.
Art. 254
Instalaţiile de ventilaţie vor crea în interiorul cabinelor de alicare o depresiune adecvată pentru a împiedica scăpările de praf spre exterior.
Art. 255
(1)Salariaţii care lucrează în interiorul încăperilor de curăţare cu alice a pieselor având masa peste 200 kg, vor fi supravegheaţi prin vizoare speciale, montate în pereţii încăperilor, de către un salariat numit special în acest scop.
(2)Intrarea persoanelor străine în camerele de curăţire este interzisă.
Art. 256
Instalaţia de ventilaţie a încăperilor şi agregatelor de curăţare cu alice va fi prevăzută cu cicloane şi filtre de praf umede sau cu alt sistem de filtrare corespunzător.
Art. 257
Funcţionarea instalaţiei de curăţare cu alice cu uşile deschise sau cu perdelele de cauciuc protectoare descompletate este interzisă.
Art. 258
Interiorul cabinelor de alicare va fi iluminat corespunzător.
Art. 259
La maşinile de curăţare cu alice se va asigura etanşeitatea spaţiului de lucru, pentru a se evita rănirile provocate de alicele proiectate din spaţiul de lucru, precum şi îmbolnăvirile produse de praful fin degajat.
Art. 260
Pentru operaţiile de curăţare cu alice, salariaţii vor lucra câte doi într-un schimb, intrând pe rând în cabinele de curăţare, la intervale scurte de timp.
Art. 261
Se interzice accesul în interiorul instalaţiilor de curăţare cu alice atât timp cât funcţionează aparatele de împroşcat alice.
Art. 262
Schimbarea paletelor aruncătoarelor centrifugale de alice şi a tuturor celorlalte piese uzate se va face numai de personalul special instruit în acest scop şi numai după ce aruncătoarele au fost oprite iar motoarele de acţionare ale acestora sau ventilele de comandă a aerului comprimat sunt scoase de sub tensiune.
Art. 263
Blindajele interioare ale instalaţiilor de curăţare cu alice se vor controla periodic, iar plăcile care prezintă o uzură mai mare de 80 % din grosimea lor iniţială, vor fi înlocuite.
Art. 264
Poziţia curăţătorului în timpul lucrului va fi de aşa natură încât să nu accidenteze salariatul vecin, iar dacă acest lucru nu este posibil, se vor monta paravane de protecţie.
Art. 265
La instalaţiile de hidrosablare se interzice accesul persoanelor străine în camera pompelor, cabina de comandă, subsol, camera de sablare şi la elevatorul de nămol.
Art. 266
Se interzice staţionarea persoanelor străine în jurul instalaţiei de hidrosablare.
Art. 267
Înainte de pornirea instalaţiei de hidrosablare, se vor verifica plutitoarele, elevatorul de nămol, pompele de nămol şi manetele blocului de comandă.
Art. 268
Piesa de sablat va fi fixată corespunzător pe vagonet şi înainte de începerea operaţiei se vor îndepărta toate persoanele din camera de hidrosablaj.
Art. 269
Este interzisă funcţionarea concomitentă a două pompe; se va lucra numai cu o singură pompă.
Art. 270
În timpul lucrului, operatorul va sta tot timpul în spatele paravanului de protecţie.
Art. 271
Numai după terminarea sablării (oprirea pompei şi închiderea admisiei apei în pompă) este admisă deschiderea uşii de la camera de sablare.
SECTIUNEA 8: Tratamentul termic şi remanierea pieselor turnate
Art. 272
În atelierele de tratament termic şi remaniere a pieselor turnate se vor respecta prevederile Normelor specifice de securitate a muncii pentru tratamente termice şi termochimice, Normelor specifice de securitate a muncii pentru sudarea şi tăierea metalelor, Normelor specifice de securitate a muncii pentru activităţi de vopsire.
Art. 273
Supravegherea, aprinderea, reglarea şi stingerea focului la cuptoarele de tratament se vor face la fel ca la cuptoarele pentru uscat forme şi miezuri (subcapitolul 3.3.).
Art. 274
La fiecare cuptor vor fi afişate vizibil instrucţiuni de aprindere, dirijare, stingere a focului, instrucţiuni de lucru şi măsuri ce trebuie respectate pentru evitarea accidentalor de muncă şi a îmbolnăvirilor profesionale.
Art. 275
Cuptoarele pentru tratamentul termic al pieselor turnate trebuie să îndeplinească următoarele condiţii:
a)să fie etanşe;
b)gazele să se evacueze în afara halelor de lucru;
c)dacă uşile se deschid în hală, cuptoarele vor fi prevăzute cu ventilaţie suplimentară.
Art. 276
Macaralele de la cuptoare şi vetre vor fi prevăzute cu dispozitive pentru rotirea pieselor.
Art. 277
În faţa uşilor cuptoarelor se vor monta paravane de protecţie contra radiaţiilor calorice.
SECTIUNEA 9: Depozitarea şi manipularea nisipurilor, materiilor prime, materialelor, formelor şi a pieselor turnate
Art. 278
Se vor respecta prevederile Normelor specifice de protecţie a muncii pentru manipularea, transportul prin purtare şi cu mijloace nemecanizate şi depozitarea materialelor.
SUBSECTIUNEA 1: Depozitarea nisipurilor
Art. 279
Se interzice depozitarea de materiale pe platformă sau aruncarea de la înălţime, precum şi rezemarea, staţionarea în poziţie şezândă pe balustradă sau aplecarea peste aceasta a salariaţilor.
Art. 280
Se interzice trecerea peste şi pe sub benzile transportoare în timpul funcţionării acestora, în afară de zonele amenajate cu pod.
Art. 281
În timpul funcţionării benzilor transportatoare este interzis a se umbla la role, tambur şi bandă.
Art. 282
Se interzice urcarea pe suportul aeratorului.
Art. 283
(1)Salariaţilor de la alimentarea silozurilor şi a benzilor transportoare din instalaţiile de regenerare a nisipurilor le este interzis a desfunda coşul de la tambur cu mâna.
(2)Coşul de la tambur se va desfunda cu scule ajutătoare corespunzătoare (rangă, cârlig sau lopăţică).
Art. 284
Depozitarea nisipurilor de formare şi a celorlalte materiale granulate utilizate în turnătorii se va face în compartimente special amenajate.
Art. 285
Se interzice depozitarea în acelaşi compartiment a materialelor de sorturi diferite.
Art. 286
Înălţimea grămezii de material depozitat în vrac nu va depăşi 5 m.
Art. 287
Materialele ambalate se vor depozita în stive, înălţimea stivei fiind de maximum 1,8 m, în cazul deservirii manuale.
Art. 288
(1)La deservirea mecanizată, înălţimea deasupra solului cât şi adâncimea sub cota zero se vor stabili de proiectantul de specialitate
(2)În cazul deservirii manuale, folosirea unor astfel de compartimente este interzisă.
Art. 289
Descărcarea nisipurilor din vagoane se va face pe cât posibil cu mijloace mecanizate, evitându-se răspândirea de pulberi în mediul ambiant.
Art. 290
Descărcarea nisipurilor din vagoane se va face pe cât posibil cu mijloace mecanizate, evitându-se stocările şi manipulările intermediare.
Art. 291
Curăţarea benzilor şi elevatoarelor se face numai cu scule speciale şi cu instalaţiile oprite.
Art. 292
La uscarea nisipului, operaţiile de aprindere a focului în uscător, supravegherea funcţionării acestuia, exploatarea graifărului, legarea sarcinilor în macara vor fi executate numai de personal calificat şi special instruit în acest scop.
Art. 293
Curăţarea şi desfundarea tamburilor şi aeratorul silozurilor se vor face numai cu unelte adecvate.
Art. 294
La intervenţiile din siloz, lucrul se va desfăşura numai sub supraveghere din afară şi numai după luarea în prealabil a măsurilor împotriva pornirii accidentale a instalaţiei.
Art. 295
Îndepărtarea corpurilor străine (metalice şi nemetalice) din amestecul pentru regenerare se va face prin cernere sau cu ajutorul separatorului magnetic, În cazul corpurilor feroase.
Art. 296
La transportul pneumatic al nisipului uscat se vor lua următoarele măsuri:
a)Începerea transportului de material (introducerea aerului comprimat în pompă) se face numai după închiderea etanşă a pompei la partea superioară;
b)se vor evita degajările de praf, prin epurarea de praf a aerului de transport înainte de a fi refulat în atmosferă;
c)înainte de punerea în funcţiune se va verifica etanşeitatea pompei şi tuturor îmbinărilor flanşate.
SUBSECTIUNEA 2: Depozitarea materialelor pentru forme şi miezuri
Art. 297
Materialele prăfoase necombustibile ca bentonite, argile, ciment se vor depozita ferite de umezeală.
Art. 298
Transportul materialelor pulverulente cu tendinţă de autoaprindere se va face în saci închişi.
Art. 299
Sărurile anorganice cum ar fi sulfaţi, carbonaţi, cloruri, boraţi etc. vor fi depozitate în ambalaje închise, marcate cu etichete, în magazii uscate, evitându-se impurificarea lor cu substanţe străine în special organice.
Art. 300
La manipularea întăritorilor acizi este interzis contactul cu pielea, substanţele fiind caustice, corosive şi toxice.
Art. 301
Chiturile utilizate la remanierea pieselor turnate vor fi depozitate în încăperi uscate, ferite de căldură.
SUBSECTIUNEA 3: Depozitarea materialelor pentru topire
Art. 302
În timpul alimentării buncărelor nu se va sta în dreptul gurii de descărcare a acestora.
Art. 303
Este interzisă intrarea în buncăre pentru aducerea materialelor la cântar.
Art. 304
Intrarea în depozitele de fier vechi sau fontă, în timpul funcţionării macaralelor, este interzisă.
Art. 305
Circulaţia pe sub transportor este interzisă chiar şi atunci când acesta este oprit.
Art. 306
Staţionarea pe locul de depozitare a deşeurilor de fier vechi, precum şi trecerea peste grămezile de materiale este interzisă.
Art. 307
Este interzisă depozitarea în aceeaşi încăpere a recipienţilor încărcaţi cu gaze combustibile împreună cu recipienţii încărcaţi cu oxigen.
Art. 308
(1)Depozitarea fontei şi fierului vechi necesar pentru încărcarea cuptoarelor se va face pe teren plan, drenat şi iluminat.
(2)Materialele vor fi aranjate astfel încât să nu existe pericol de alunecare sau prăbuşire, fiind indicată aşezarea în rânduri întreţesute, atât în depozite cât şi la transportul pe platforme mobile.
(3)Înălţimea stivei nu va depăşi 1,5 ori latura mică a bazei, iar în cazul manipulării manuale înălţimea maximă de depozitare va fi de 1,2 m.
Art. 309
Fonta nouă şi veche, fierul vechi şi celelalte materiale de fuziune, inclusiv cocsul, se pot depozita în buncăre a căror înălţime va fi determinată de proiectant, manipularea făcându-se mecanizat cu electromagnet sau graifăr. În aceste buncăre, accesul salariaţilor este interzis.
Art. 310
Feroaliajele se vor depozita separat pe sorturi şi calităţi, în locuri special amenajate lipsite de umezeală, înălţimea maximă de depozitare fiind de 1,2 m în cazul manipulării manuale sau cea stabilită de proiectant în cazul manipulării mecanizate.
Art. 311
Cocsul pentru turnătorie şi cocsul de petrol vor fi depozitate pe calităţi, protejate împotriva intemperiilor, în locuri special amenajate.
Art. 312
(1)Depozitarea carbidului utilizat la desulfurare se va face în încăperi uscate, aerisite şi necombustibile, cu acoperişul uşor, construit din material ignifugat.
(2)În încăperea unde se depozitează carbid, pardoseala va fi înălţată cu 20 cm faţă de terenul înconjurător astfel încât să nu fie posibilă inundarea încăperii.
Art. 313
Se interzice amplasarea depozitelor de carbid În subsoluri sau demisoluri.
Art. 314
Butoaiele cu carbid nu se vor deschide cu flacără, ciocane sau dălţi, ci numai cu ajutorul unui levier ascuţit, din material neferos, pentru a nu se produce scântei.
Art. 315
Butoaiele cu carbid începute vor fi acoperite permanent cu capace.
Art. 316
Depozitarea recipienţilor cu gaze comprimate se va face separat în clădiri independente, fără etaj, cu acoperişuri şi pereţi construiţi din materiale necombustibile.
Art. 317
Recipienţii de gaze comprimate, încărcaţi sau descărcaţi, se vor asigura în timpul transportului şi depozitării împotriva răsturnării şi căderii.
Art. 318
Recipienţii încărcaţi se vor proteja împotriva încălzirii, precum şi împotriva răcirii puternice (temperaturi sub 5OC); ei vor fi feriţi de loviri, izbiri, scuturări, în special când temperatura este foarte scăzută.
Art. 319
Fluxurile şi fondanţii utilizaţi în turnătorie se vor depozita în încăperi ferite de umezeală şi aerisite.
Art. 320
Depozitarea sodiului metalic (capsulat sau pastilat) se va face în spaţii uscate.
Art. 321
Materialele exoterme, precum şi produsele utilizate la prepararea acestora (în special azotatul de sodiu şi aluminiul pulbere) trebuie depozitate în încăperi uscate, ferite de umezeală şi de surse de căldură, evitându-se contactul azotatului de sodiu cu substanţe organice.
Art. 322
Depozitele de fier vechi sau fontă, cât şi bazele de şarjare deservite de macarale vor fi îngrădite.
Art. 323
La încărcarea materialelor feroase în buncărele instalaţiei de încărcare este interzisă deconectarea electromagnetului până când partea cea mai de jos a încărcăturii nu atinge nivelul din buncăr. Pentru avertizarea salariaţilor care lucrează pe platformă se va folosi un sistem de semnalizare.
Art. 324
Scoaterea materialelor din buncăr pe cântar se face în ordinea aşezării materialului, fiind interzisă tragerea bucăţilor de material de la baza grămezii.
Art. 325
Tragerea bucăţilor de metal din buncăr se va face numai cu ajutorul cârligelor sau dispozitivelor adecvate.
Art. 326
Este interzisă împingerea sau deblocarea încărcăturii din buncărele intermediare în bene cu mâinile sau cu picioarele, în acest scop folosindu-se răngi sau dispozitive adecvate.
Art. 327
Pentru curăţarea aparatelor de cântărit se folosesc cârlige, răngi sau se îndepărtează complet tava.
Art. 328
Este interzisă staţionarea în faţa buncărelor intermediare pentru materiale cântărite, când se lucrează cu instalaţia de încărcare.
Art. 329
Intervenţia în cazul blocării încărcăturii în buncăr în timpul descărcării în bene se face numai după ce a fost oprit transportorul de materiale şi numai cu răngi de lungime corespunzătoare, astfel încât salariatul să se afle la o distanţă de cel puţin 1 m faţă de buncăr.
SUBSECTIUNEA 4: Depozitarea şi manevrarea formelor
Art. 330
Depozitarea ramelor de formare se va face în depozite prevăzute cu mijloace de ridicare şi manipulare sigure.
Art. 331
Ramele de formare se vor aşeza în stive de formă regulată, după mărime; stivele se vor clădi pe o bază plană rezistentă care să nu cedeze sub greutatea ramelor de formare.
Art. 332
Înălţimea stivei nu va depăşi 1,5 din latura mică a bazei şi va fi de maximum 1,8 m.
Art. 333
Aşezarea stivelor trebuie executată astfel încât stiva să fie asigurată împotriva prăbuşirii.
Art. 334
Între stive se va lăsa un spaţiu de manipulare şi trecere de minimum 1,2 m pentru accesul mijloacelor de transport şi manevrarea ramelor.
Art. 335
Înainte de depozitare, ramele de formare vor fi controlate, eliminându-se acelea care prezintă defecţiuni.
Art. 336
(1)Este interzisă conducerea sau susţinerea ramelor de formare, direct cu mâinile, atunci când acestea se află suspendate de cârligul macaralei.
(2)Pentru conducerea sau susţinerea ramelor de formare se vor folosi unelte şi dispozitive (cârlige, prăjini) care să permită lucrul de la distanţă.
Art. 337
La locul de muncă, ramele de formare vor fi astfel plasate încât să nu afecteze căile de acces sau locurile de muncă învecinate.
Art. 338
Pentru manevrarea formelor grele se vor utiliza macarale cu balansier (traversă), autorizate şi verificate ISCIR şi nu se va depăşi sarcina maximă pentru care a fost proiectată instalaţia de ridicat.
Art. 339
Lucrul şi trecerea pe sub formele suspendate de cârligul macaralei sunt interzise; pentru astfel de operaţii forma va fi sprijinită pe capre solide.
Art. 340
Ridicarea şi transportul formelor în macara se face numai cu prevenirea personalului din ateliere prin semnale acustice convenţionale de pericol.
Art. 341
Macaragiul nu va deplasa macaraua până nu se va asigura că pe traseul sarcinii nu se află oameni.
SUBSECTIUNEA 5: Depozitarea pieselor turnate
Art. 342
Toate piesele turnate din materiale neferoase şi piesele mici din fontă şi oţel vor fi depozitate în magazii acoperite, special construite.
Art. 343
Piesele turnate, grele, din fontă şi oţel, se vor depozita descoperite, în zone prevăzute cu mijloace mecanizate de ridicare.
Art. 344
Containerele pentru depozitarea şi transportul pieselor turnate vor fi astfel executate încât să reziste greutăţii pieselor.
SUBSECTIUNEA 6: Depozitarea reziduurilor
Art. 345
Depozitarea reziduurilor de turnătorie se va face în halde special amenajate în afara zonelor de protecţie sanitară, evitându-se impurificarea apelor din zonă.
Art. 346
Se recomandă haldarea în comun a reziduurilor pe bază de bentonită, silicat de sodiu şi a reziduurilor pe bază de răşini, precum şi un adaos de material organic (provenit din reziduuri din industria zahărului, spirtului, amidonului) ca substrat nutritiv, necesar intensificării reacţiilor de biodegradare naturală din haldă.
Art. 347
Deşeurile rezultate de la instalaţiile de regenerare, care conţin resturi de liant şi material cuarţos (sub formă de pulbere) vor fi neutralizate în vederea corectării rapide a pH-ului şi aglomerate înainte de depozitare în haldă, pentru evitarea răspândirii lor în atmosferă în timpul evacuării de la instalaţiile de regenerare şi în timpul transportului la haldă.
SECTIUNEA 10: Transportul intern în turnătorii
Art. 348
Vor fi respectate prevederile Normelor specifice de securitate a muncii pentru transport intern.
Art. 349
Este interzisă staţionarea sub macarale încărcate cu materiale sau reziduuri de turnătorie.
Art. 350
Înainte de încărcarea materialului şi reziduurilor de turnătorie în macarale, se vor verifica lanţurile şi cablurile acestora. Nu se va depăşi capacitatea de ridicare a macaralei.
Art. 351
Este interzisă apropierea de calupurile de reziduuri de turnătorie suspendate în cârligul macaralelor.
Art. 352
Transportul butoaielor cu ulei, silicat, petrol, lianţi etc., se va face pe palete speciale. Butoaiele vor fi aşezate cu orificiul de golire în sus şi asigurate cu pene împotriva rostogolirii.
Art. 353
Este interzis transportul materialelor inflamabile în zonele cu foc deschis.
Art. 354
Transportul oalelor de turnare în cazul turnării pe conveier sau platformă specială va fi organizat în circuit închis cu sens unic; oalele pline se vor transporta într-un sens, iar cele goale în sens invers, folosind drumuri de acces diferite şi fără încrucişări. Platoul de turnare se va instala cât mai aproape de cuptor pentru a scurta drumurile de transport.
Art. 355
În celelalte cazuri, transportul oalelor de turnare se va face pe drumuri diferite (oalele goale pe un drum, iar cele pline pe altul).
Art. 356
Este interzis transportul oalelor cu material topit pe cărucioare, în roabe, electrocare.
Art. 357
Transportul oalelor cu topitură în vagoane pe şină este admis numai dacă oalele sunt fixate, astfel încât răsturnarea lor să fie imposibilă.
Art. 358
Se interzice staţionarea salariaţilor pe vagonul cu oală în timpul încărcării, descărcării şi transportul topiturii.
Art. 359
Vagoanele ce transportă oale cu material topit vor fi acţionate cu troliu mecanic.
Art. 360
Şinele pe care circulă vagoanele ce transportă oalele cu material topit vor fi perfect orizontale şi nivelate. Calea cu şine va fi liberă de obstacole şi persoane şi va fi supravegheată în timpul transportului de către persoana cu atribuţii în acest sens.
Art. 361
În cazul când transportul oalelor cu metal topit în vagoane pe şină se face dintr-o hală în alta cu trecere prin curte sau încrucişând alte căi de acces şi de transport, se vor lua toate măsurile pentru a se evita ciocnirile şi se vor avertiza toate persoanele care circulă în zona de transport.
Art. 362
Transportul oalelor cu metal topit cu electrocare speciale de turnare se admite cu condiţia ca acest utilaj să fie verificat înainte de începerea lucrului, iar toate căile de acces folosite de electrocar să fie plane şi betonate.
Art. 363
În timpul transportului oalelor de turnare cu metal topit, electrocarul va emite continuu semnale sonore şi luminoase.
Art. 364
(1)Viteza de deplasare a vagonetelor şi vagoanelor pe şină va fi de maximum 3 km/h. Viteza de deplasare a electrocarelor sau electrostivuitoarelor va fi de maximum 2 km/h.
(2)Utilajele în care se efectuează transportul oalelor cu metal topit vor fi conduse numai de persoane autorizate.
Art. 365
Oalele cu metal topit vor fi ridicate în timpul transportului la maximum 0,5 m.
SECTIUNEA 11: Activitatea în modelării
Art. 366
Instalaţiile şi utilajele de ridicat utilizate în modelării-tâmplării, vor fi montate, exploatate, întreţinute şi reparate conform prescripţiilor tehnice ISCIR.
Art. 367
Confecţionarea modelelor şi cutiilor de miez din răşini epoxidice se va executa în încăperi separate a căror amplasare şi amenajare se vor face conform prevederilor normelor PSI.
Art. 368
Modelele se vor vopsi în încăperi special amenajate dotate cu instalaţii corespunzătoare de ventilaţie, iar depozitarea lor se va face separat.
Art. 369
Operaţiile de demulare şi curăţare a modelelor din răşini cu solvenţi inflamabili se vor executa numai după punerea în funcţiune a ventilaţiei.
Art. 370
Sculele şi uneltele cu care se lucrează vor fi confecţionate din materiale neferoase.
Art. 371
Toate maşinile de prelucrare a lemnului vor fi prevăzute cu dispozitive de captare a rumeguşului sau a talaşului cu posibilitatea de a fi racordate la instalaţia de absorbţie.
Art. 372
Este interzisă punerea în funcţiune a maşinilor de prelucrare a lemnului fără ca instalaţia de exhaustare a prafului, rumeguşului şi talaşului să fie în funcţiune.
Art. 373
În atelierele de modelărie-tâmplărie se vor respecta prevederile Normelor specifice de protecţie a muncii pentru fabricarea mobilei din lemn, inclusiv tapiţate.
CAPITOLUL 4: Prevederi de proiectare privind mijloacele de producţie utilizate în activitatea în turnătorii
SECTIUNEA 1: Cerinţe pentru amplasarea, construcţia şi amenajarea încăperilor destinate desfăşurării activităţii în turnătorii
Art. 374
La pardoselile halelor din turnătorii se recomandă materialele cuprinse în tabelul 1.
Tabelul 1
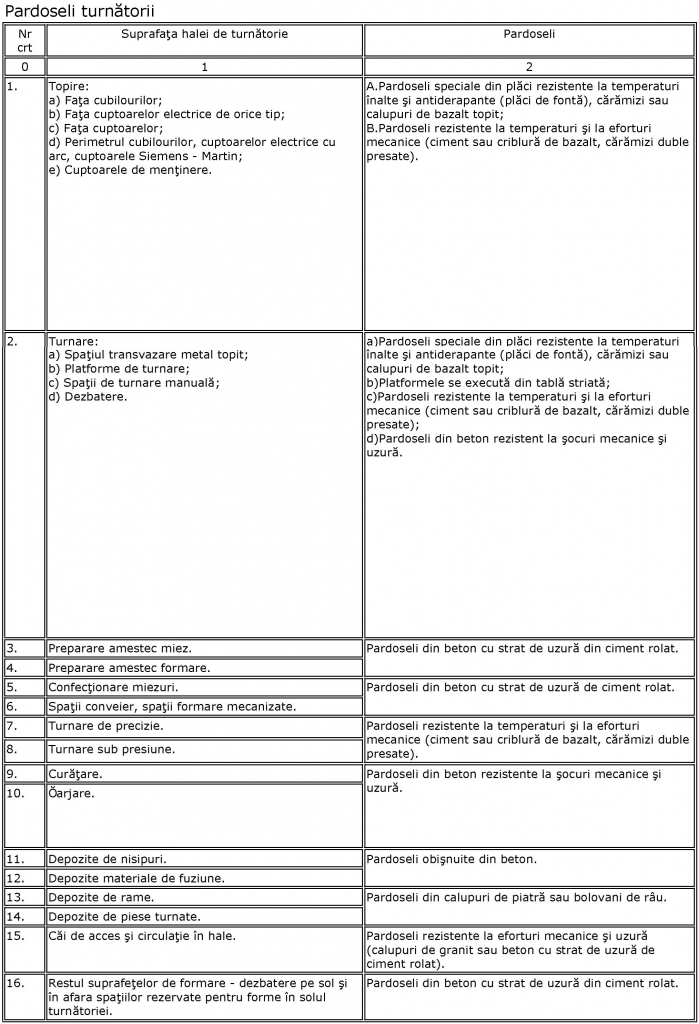
Art. 375
Clădirea turnătoriei se va orienta, pe cât posibil, cu latura lungă perpendiculară pe direcţia vânturilor dominante din anotimpul cald. Amplasarea şi orientarea clădirii faţă de punctele cardinale vor trebui să asigure condiţiile cele mai favorabile de iluminare şi ventilaţie naturală.
Art. 376
Se va evita amplasarea unor anexe tehnico-sociale alipite de secţiile tehnologice, iar când condiţiile tehnologice impun, acestea nu vor depăşi 40 % din lungimea faţadelor.
Art. 377
Turnătoriile se vor amplasa faţă de alte clădiri în sensul în care bat vânturile dominante.
Art. 378
La proiectarea noilor turnătorii cu capacitate mai mare de 1000 t/an se vor prevedea hale separate pentru fiecare din sectoarele dezbatere, tratament termic şi curăţare-sablare, în această ordine a fluxului tehnologic.
Art. 379
La proiectarea noilor turnătorii se va avea în vedere să se delimiteze precis spaţiile ocupate de fiecare atelier în parte.
Art. 380
Distanţa între cuptorul de turnare şi locul de turnare va fi concepută cât mai scurtă.
Art. 381
Traseul fluxului de materiale va trebui să fie cât mai scurt şi raţional ales. Se vor evita cazurile de încrucişări şi mişcări în contrasens.
Art. 382
Ridicarea şi transportul materialelor trebuie să fie făcute pe cât posibil, cu mijloacele mecanizate. Acolo unde este posibil se va introduce automatizarea acestor operaţiuni.
Art. 383
Curţile interioare semiînchise ale turnătoriilor în formă de U sau E vor fi orientate paralel cu direcţia vânturilor dominante sau sub un unghi de cel puţin 45O faţă de această direcţie, astfel încât partea liberă a curţii să fie amplasată faţă de clădire, în direcţia din care bat aceste vânturi.
Art. 384
Clădirile destinate depozitării solvenţilor organici, produselor petroliere, vopselelor de turnătorie cu autouscare pe bază de solvenţi inflamabili, uleiuri, polialcooli se vor amplasa la distanţă de clădirea turnătoriei. Pereţii şi pardoselile încăperilor care servesc la depozitare vor fi executate din materiale necombustibile şi impermeabile. La proiectarea depozitelor se vor lua obligatoriu în considerare categoriile construcţiilor în funcţie de periculozitatea materialelor ce urmează a fi depozitate.
Art. 385
Compartimentele pentru depozitarea nisipurilor de formare şi a celorlalte materiale granulate utilizate în turnătorii vor fi rezistente din punctul de vedere al construcţiei şi vor avea un volum corespunzător.
Art. 386
Amplasarea şi construcţia atelierelor de prelucrarea lemnului se fac în conformitate cu prevederile normelor PSI.
Art. 387
Căile de acces şi magistralele de circulaţie din interiorul turnătoriilor vor avea marginile marcate vizibil cu vopsea sau dale de culoare deschisă.
Art. 388
Locurile de trecere prin rândurile de forme, pe terenul unde se face turnarea în forme, trebuie să fie de cel puţin 0,8 m lăţime. Când turnarea se face manual în doi, lăţimea locurilor de trecere trebuie să fie de cel puţin 1 m.
Art. 389
(1)Platformele şi scările de acces vor fi prevăzute cu balustrade corespunzătoare.
(2)Platformele şi scările vor fi pardosite cu grătare tip fagure, pentru a nu se depune praful pe suprafeţele orizontale şi pentru a permite circulaţia aerului vehiculat prin ventilaţie naturală.
Art. 390
Cărbunii, cocsul metalurgic, nisipurile şi celelalte materiale care degajă praf se vor depozita, faţă de halele de turnătorie şi celelalte clădiri industriale, la distanţă de minimum 20 m, iar faţă de clădirile social-administrative, la o distanţă de cel puţin 50 m.
Art. 391
Atelierele de miezuire vor fi instalate în spaţii separate de atelierul de formare şi turnare. În cazuri speciale, pentru miezuri mari, greu manevrabile, confecţionarea acestora se poate face şi în atelierul de formare – turnare.
Art. 392
Curăţarea cu alice a pieselor având o masă de peste 200 kg se va face în spaţii special amenajate în acest scop, izolate de restul încăperilor. În interiorul încăperilor se vor prevedea butoane pentru oprirea instalaţiei de curăţare.
Art. 393
Prepararea amestecurilor pentru forme şi miezuri se va face în încăperi special amenajate, izolate de celelalte încăperi de lucru, evitându-se răspândirea prafului în spaţiul de lucru.
Art. 394
În cazul în care aceste amestecuri se fac în instalaţii carcasate, cu ventilaţie corespunzătoare pentru eliminarea surselor de praf, se admite montarea acestora în fluxul tehnologic proiectat, fără a fi necesară o încăpere separată de spaţiul halei.
SECTIUNEA 2: Cerinţe pentru utilajele şi instalaţiile folosite în turnătorii
Art. 395
(1)La amplasarea utilajelor se vor respecta distanţele minime prevăzute în tabelul 2.
(2)Pentru utilajele neprevăzute în tabelul menţionat, amplasarea utilajelor se va face de proiectantul de specialitate.
Art. 396
Utilajele vor fi astfel amplasate încât latura posterioară a gabaritului funcţional să se găsească retrasă cu 100 mm faţă de linia de marcaj a drumului, iar dacă utilajul este cu faţa la calea de acces să se respecte zona de lucru cu lăţimea minimă de 0,8 m.
Tabelul 2

Art. 397
Pentru montarea şi demontarea diverselor utilaje şi subansamble grele din cadrul staţiilor de preparare a amestecurilor de formare şi de miez se vor prevedea spaţiile necesare de acces precum şi mijloacele locale de ridicare şi transport în afara spaţiului utilajului.
Art. 398
Toate utilajele la care există pericol de accidentare vor fi prevăzute cu dispozitive de închidere sau blocare a sistemelor de comandă în aşa fel încât la părăsirea locului de muncă de către salariaţii respectivi să nu fie posibilă pornirea agregatelor, utilajelor, motoarelor de către alte persoane neinstruite. Această prevedere este valabilă şi pentru mijloacele de transport.
Art. 399
La folosirea în turnătorie a maşinilor de format cu cap aruncător, roţile cu care se deplasează maşina pe şine vor avea apărători. În cazul maşinilor mobile în consolă vor fi prevăzute dispozitive care să preîntâmpine căderea maşinii în caz de deraiere de pe şine. Conductorii electrici trebuie să fie protejaţi contra jetului de nisip.
Art. 400
Capul maşinii de format trebuie să aibă o carcasă rezistentă. Schimbarea paleţilor şi benzilor de uzură din capul aruncător se va face de către personal de specialitate.
Art. 401
În turnătoriile de tuburi, platforma de formare, fiind în acelaşi timp şi platformă de turnare, va fi executată din tablă striată.
Art. 402
Formele de turnare pentru tuburi trebuie să fie rezistente şi se vor prevedea cu dispozitive speciale care să asigure o închidere corespunzătoare. Formele se vor fixa pe suporturi speciale montate pe construcţia metalică a platformei.
Art. 403
Pentru executarea manuală a miezurilor se vor prevedea mese de lucru comode şi, după caz, scaune sau sisteme de sprijin corespunzătoare, pentru a se evita poziţiile de lucru dificile ale salariaţilor.
Art. 404
La ramele de formare, în special la cele mari, urechile de prindere, inclusiv umerii de siguranţă, vor fi astfel confecţionate încât să garanteze securitatea în timpul transportului şi manevrelor cu macaraua.
Art. 405
Oalele de turnare cu încărcături până la 500 kg vor fi prevăzute cu dispozitive de blocare pentru prevenirea răsturnării în timpul transportului în cârligul macaralei. Centrul de greutate al oalei încărcate va fi pe axul de rotaţie al oalei sau la maximum 50 mm sub acest ax.
Art. 406
(1)Oalele de turnare a căror încărcătură depăşeşte 500 kg vor fi dotate în mod obligatoriu cu dispozitive de basculare, cu autofrânare, care să asigure oala împotriva răsturnării la orice unghi de basculare, precum şi în cazul defectării mecanismului. Centrul de greutate al oalei încărcate se va afla sub axul de rotaţie al oalei.
(2)Mecanismele pentru basculare aferente oalelor de turnare a căror încărcătură depăşeşte 500 kg vor fi de construcţie solidă şi vor fi prevăzute cu manta de protecţie care să le apere de acţiunea căldurii radiate şi a stropilor de metal şi de zgură.
Art. 407
Maşinile de dezbatare vor fi construite astfel încât să nu prezinte pericol de prindere a mâinilor sau picioarelor salariaţilor.
Art. 408
Grătarele folosite la dezbatere vor fi construite astfel încât să nu permită trecerea prin ochiurile acestora a maselotelor sau reţelelor de turnare.
Art. 409
(1)Pentru turnătoriile noi cu capacitate mai mare de 1000 t/an se vor prevedea prin proiect instalaţii de protecţie cu perdele de apă pentru toate suprafeţele tehnologice care prezintă degajări mari de praf.
(2)În măsura posibilităţilor, în turnătoriile existente cu capacitate mai mare de 1000 t/an se vor instala perdele de apă în sectoarele tehnologice cu degajări mari de praf.
Art. 410
La tobele rotative folosite la curăţarea pieselor mici, sistemul de închidere al capacului va exclude posibilitatea deschiderii lui în timpul rotirii tobei. Spaţiul de amplasare al tobelor rotative va fi îngrădit.
Art. 411
Butoanele de pornire şi oprire ale tobei rotative vor fi amplasate în afara camerei unde este instalată toba sau în afara îngrădirii, când aceasta este în aer liber.
Art. 412
Uşile de acces ale instalaţiilor de curăţare cu alice vor fi prevăzute cu limitatoare electrice care să sesizeze deschiderea acestora şi să comande oprirea aparatelor de împroşcat alice.
Art. 413
(1)Utilajele de dezintegrare, cernere, măcinare, malaxare vor avea gura de alimentare acoperită cu un grătar care să nu permită introducerea mâinii în zona periculoasă şi vor fi prevăzute cu sisteme de siguranţă care să condiţioneze pornirea agregatului în funcţie de poziţia de protecţie a grătarului.
(2)Organele de maşini care ar putea provoca accidente vor fi izolate prin plase sau apărători metalice corespunzătoare.
(3)Pentru excluderea posibilităţilor de acci-dentare, operaţiile de încărcare şi descărcare se recomandă să fie mecanizate.
Art. 414
(1)Pupitrele de comandă pentru supravegherea şi comanda utilajelor tehnologice şi auxiliare ce compun grupurile de amestecare vor fi amplasate pe platforma de deservire a amestecurilor în poziţia în care se pot citi uşor cadranele şi nu este stânjenită deservirea utilajelor.
(2)Când spaţiul nu permite acest lucru, pupitrul va fi amplasat la sol în apropierea platformei grupului de amestecare-dozare, asigurându-se vizibilitatea pentru citirea aparatelor indicatoare.
Art. 415
Întrerupătoarele utilajelor şi instalaţiilor vor fi amplasate în locuri uşor accesibile, la îndemâna salariaţilor care deservesc utilajele respective şi vor fi marcate corespunzător.
Art. 416
Buncărele de nisipuri, argile, amestecuri de formare, amestecuri refolosite şi nisipuri arse vor fi prevăzute la gurile de alimentare cu grătare sau capace care vor avea golul necesar racordării pâlniei de alimentare.
Art. 417
Instalaţiile de desprăfuire ce funcţionează cu apă industrială (hidrocloane, hidrocicloane) vor fi amplasate în zone care nu prezintă pericol de infiltrare a apelor în solul halelor de turnare – formare.
SECTIUNEA 3: Cerinţe pentru instalaţiile de ventilaţie din turnătorii
Art. 418
Utilajele menţionate în tabelul 3 vor fi prevăzute cu instalaţii de ventilaţie locală eficiente.
Art. 419
Aerul proaspăt se va introduce prin dispozitive amplasate astfel încât să nu creeze curenţi de aer potrivnici dirijării aerului cu noxe către punctele de aspirare locală sau evacuării aerului viciat prin luminatoare deflectoare.
Tabelul 3

SECTIUNEA 4: Cerinţe pentru depozitarea reziduurilor de turnătorie
Art. 420
Amplasarea şi amenajarea halelor trebuie să se realizeze pe baza unui studiu hidro-geologic, în funcţie de care să se poată alege soluţii eficiente pentru protecţia mediului înconjurător.
Art. 421
Se va evita amplasarea haldelor în zone în care apa stagnează, pentru prevenirea acumulării în timp a compuşilor rezultaţi din descompunerea reziduurilor care pot produce schimbări asupra florei şi faunei.
Art. 422
Amenajarea haldelor în care se vor depozita deşeurile rezultate de la turnătorii ce folosesc răşini furanice sau fenolice, se face prin aşezarea de straturi absorbante cu efect neutralizant şi impermeabilizant care să protejeze straturile freatice de efectul acid al deşeurilor.
Art. 423
Stratul absorbant se compactează la o grosime de minimum 300 mm (ca strat absorbant se recomandă argila).
ANEXA 1: Norme specifice de protecţie a muncii şi prescripţii I.S.C.I.R. conexe normelor specifice de protecţie a muncii pentru activitatea în turnătorii
1.NSPM *) pentru fabricarea, stocarea, transportul şi utilizarea oxigenului şi azotului.
2.NSPM pentru fabricarea, transportul şi utilizarea acetilenei.
3.NSPM pentru elaborarea şi turnarea fontei.
4.NSPM pentru elaborarea şi turnarea oţelului.
5.NSPM pentru prelucrarea metalelor prin deformare plastică la rece şi ştanţare.
6.NSSM pentru prelucrarea metalelor prin aşchiere.
7.NSSM pentru laboratoare de analize fizico-chimice şi mecanice.
8.NSSM pentru sudarea şi tăierea metalelor.
9.NSSM pentru tratamente termice şi termochimice.
10.NSSM pentru activitatea de vopsire.
11.NSSM pentru exploatarea şi întreţinerea transportoarelor cu bandă.
_______________________________________
*) NSSM/NSPM – Norme specifice de securitate a muncii / Norme specifice de protecţie a muncii.
12.NSPM pentru utilizarea energiei electrice în medii normale.
13.NSPM pentru distribuţia şi utilizarea gazelor.
14.NSPM pentru manipularea, transportul prin purtare şi cu mijloace nemecanizate şi depozitarea materialelor.
15.NSSM pentru transport intern.
16.NSSM pentru lucrul la înălţime
17.NSPM pentru fabricarea mobilei din lemn, inclusiv tapiţate.
18.C 4-90 Prescripţii pentru proiectarea, execuţia, instalarea, exploatarea, repararea şi verificarea recipienţilor metalici stabili sub presiune.
19.C 5-84 Prescripţii pentru proiectarea, execuţia, instalarea, exploatarea, repararea şi verificarea recipienţilor butelie sub presiune pentru gaze comprimate, lichefiate sau dizolvate, sub presiune.
20.R 1-87 Prescripţii tehnice pentru proiectarea, construirea, montarea, exploatarea şi verificarea macaralelor, mecanismelor de ridicat şi dispozitivelor lor auxiliare.
21.R 10-84 Prescripţii tehnice pentru verificarea în exploatare a cablurilor, lanţurilor, funiilor şi benzilor din material metalic, textil sau plastic utilizate la instalaţiile de ridicat.
22.CR 1-85 Prescripţii tehnice pentru verificarea şi autorizarea instalaţiilor mecanice sub presiune şi instalaţiilor de ridicat.
23.CR 2-86 Prescripţii tehnice privind autorizarea de a executa lucrări de proiectare, construire, montare, reparare şi verificare la instalaţiile mecanice sub presiune, instalaţii de ridicat, dispozitivele de siguranţă ale acestora, precum şi aparate consumatoare de combustibil de uz neindustrial şi arzătoare cu funcţionare independentă.
24.CR 3-82 Prescripţii tehnice pentru verificarea reparaţiilor la instalaţiile mecanice sub presiune şi instalaţiile de ridicat şi pentru aplicarea plăcii de timbru la instalaţiile mecanice sub presiune.
25.CR 5-82 Prescripţii tehnice pentru autorizarea personalului de deservire a instalaţiilor mecanice sub presiune şi instalaţiilor de ridicat.
26.CR 9-84 Prescripţii pentru autorizarea sudorilor care execută lucrări de sudare în construirea, montarea şi repararea instalaţiilor mecanice sub presiune şi a instalaţiilor de ridicat.
27.Norme P.S.I.
Până la intrarea în vigoare a tuturor normelor specifice de protecţie a muncii rămân valabile actualele norme departamentale de protecţia muncii existente în domeniu.
ANEXA 2: Standarde de referinţă
1. STAS 10176-75
Maşini de format şi miezuit pentru turnătorii. Tehnica securităţii. Prescripţii constructive.
2. STAS 12961-91
Maşini-unelte. Carcase de protecţie a corpurilor abrazive. Forme şi dimensiuni.
3. SR ISO 4304:1994
Instalaţii de ridicat, altele decât macarale mobile şi macarale plutitoare. Condiţii generale privitoare la stabilitate.
4. STAS 10278-87
Instalaţii de ridicat. Limitatoare de sarcină şi limitatoare ale momentului de sarcină. Condiţii tehnice generale de calitate.
5. SR ISO 5031:1995
Mijloace de transport continuu pentru produse în vrac. Tubulaturi flexibile şi racorduri utilizate în transportul pneumatic. Reguli de securitate.
6. SR ISO 5032:1995
Mijloace de transport continuu pentru produs în vrac. Vane sau alimentatoare rotative folosite În transportul pneumatic. Reguli de securitate.
7. STAS 9877-89
Transportoare vibrante şi transportoare oscilante. Prescripţii speciale de securitate.
8. STAS 9879-74
Transportoare mobile cu bandă. Prescripţii speciale de securitate.
9. STAS 9880-89
Transportoare cu plăci metalice. Prescripţii speciale de securitate.
10. STAS 9881-89
Transportoare cu raclete. Prescripţii speciale de securitate.
11. STAS 10627-76
Ventilatoare. Principii de securitate.
12. STAS 9153-90
Culorile indicatoarelor luminoase de semnalizare, ale butoanelor de comandă şi ale butoanelor de comandă luminoase.
13. STAS 9638-74
Marcarea conductelor izolate pentru identificarea circuitelor instalaţiilor electrice.
14. SR EN 50014:1995
Aparatură electrică pentru atmosfere potenţial explozive. Prescripţii generale.
15. STAS 9954/1-74
Instalaţii şi echipamente electrice în zone cu pericol de explozie datorită gazelor şi lichidelor inflamabile. Prescripţii de proiectare şi montare.
16. STAS 4102-85
Piese pentru instalaţii de legare la pământ de protecţie.
17. STAS CEI 598-2-8-92
Corpuri de iluminat. Partea 2: Condiţii tehnice speciale. Secţiunea 8: Lămpi portabile de mână.
18. STAS CEI 598-2-22-92
Corpuri de iluminat. Partea 2: Condiţii tehnice speciale. Secţiunea 22: Corpuri de iluminat de siguranţă.
19. SR 6646-2:1996
Iluminatul artificial. Condiţii pentru iluminatul spaţiilor de lucru.
20. SR 12294:1993
Iluminatul artificial. Iluminatul de siguranţă în industrie.
21. STAS 297/1-88
Culori şi indicatoare de securitate. Condiţii tehnice generale.
22. STAS 297/2-92
Culori şi indicatoare de securitate. Reprezentări.
23. STAS 2612-87
Protecţia împotriva electrocutărilor. Limite admise.
24. STAS 12216-84
Protecţia împotriva electrocutării la echipamentele electrice portabile. Prescripţii.
25. STAS 12217-88
Protecţia împotriva electrocutării la utilajele şi echipamentele electrice mobile. Prescripţii.
26. STAS 12604/4-89
Protecţia împotriva electrocutărilor. Instalaţii electrice fixe. Prescripţii.
27. STAS 12604/5-90
Protecţia împotriva electrocutărilor. Instalaţii electrice fixe. Prescripţii de proiectare, execuţie şi verificare.
28. SR EN 292-2:1997
Securitatea maşinilor. Concepte de bază, principii generale de proiectare. Partea 2: Principii şi condiţii tehnice.
29. STAS 12894-90
Principii ergonomice generale de concepere a sistemelor de muncă.
30. STAS 8589-70
Culori convenţionale pentru identificarea conductelor care transportă fluide în instalaţii terestre şi navale.
ANEXA 3: Ghid de terminologie de securitate a muncii
Noţiuni de bază
1.Accident de muncă: accident prin care se produce vătămarea violentă a organismului precum şi intoxicaţia acută profesională, care au loc în timpul procesului de muncă sau în îndeplinirea îndatoririlor de serviciu, indiferent de natura contractului în baza căruia îşi desfăşoară activitatea şi care provoacă incapacitate temporară de muncă de cel puţin trei zile, invaliditate sau deces.
2.Defectare: încetarea capacităţii unei maşini, instalaţii, utilaj etc. de a-şi îndeplini funcţia specifică.
3.Dispozitiv de protecţie: dispozitiv care reduce sau elimină riscul, singur sau în asociere cu un protector.
4.Echipament individual de lucru: totalitatea mijloacelor cu care este dotat fiecare participant la procesul de muncă pentru a fi protejat împotriva factorilor de risc de accidentare şi îmbolnăvire profesională.
5.Echipamente tehnice: maşinile, utilajele, instalaţiile, aparatura, dispozitivele, uneltele şi alte mijloace asemănătoare necesare în procesul muncii.
6.Echipament individual de protecţie: totalitatea mijloacelor cu care este dotat fiecare participant la procesul de muncă pentru a fi protejat împotriva factorilor de risc de accidentare şi îmbolnăvire profesională.
7.Factori de risc: factori (însuşiri, stări, procese, fenomene, comportamente) proprii elementelor componente ale sistemului executant – sarcina de muncă – mijloace de producţie – mediu de muncă, ce caracterizează riscurile proprii acestor elemente şi care, conducând la o disfuncţie a sistemului, pot provoca accidente de muncă sau boli profesionale.
8.Instructajul de securitate a muncii: modalitatea de instruire în domeniul securităţii muncii care se desfăşoară la nivelul unităţilor şi are ca scop însuşirea de către salariaţi a cunoştinţelor şi formarea deprinderilor impuse de securitate a muncii, specifice activităţii pe care o realizează sau urmează a o realiza.
9.Instrucţiuni specifice de securitate a muncii: componente ale sistemului de reglementări în domeniul securităţii muncii, ale căror prevederi sunt valabile numai pentru activităţile desfăşurate în cadrul unei unităţi; elaborarea lor de către unităţi, (prin efort propriu sau colaborarea cu institute specializate), este obligatorie, atunci când normele generale şi specifice de securitate a muncii nu acoperă totalitatea activităţilor desfăşurate în unitate sau facultativă, atunci când patronul consideră necesar, pentru îmbunătăţirea securităţii muncii, detalierea şi completarea normelor cu unele prevederi specifice unităţii.
10.Instrucţiuni de utilizare: instrucţiuni a căror elaborare este obligatorie pentru orice produs, constituind parte integrantă a documentaţiei pentru certificarea produsului, în conformitate cu scopul pentru care a fost creat şi pentru asigurarea securităţii muncii.
11.Mijloc individual de protecţie: mijloc de protecţie (protector) destinat protecţiei unui singur executant şi care se aplică asupra acestuia.
12.Noxa (sinonim: factor nociv): agent fizic, chimic sau biologic cu acţiune dăunătoare asupra organismului, În mediul luat În considerare.
13.Prevenire: ansamblul procedeelor şi măsurilor luate sau planificate la toate stadiile de lucru pentru evitarea pericolelor sau reducerea riscurilor.
14.Protecţie: ansamblul de măsuri care constau în utilizarea unor mijloace specifice, denumite mijloace de protecţie, cu scopul protejării executanţilor faţă de pericolele care nu au fost suficient evitate sau limitate prin prevenirea intrinsecă.
15.Proces de muncă: succesiunea în timp şi în spaţiu a acţiunilor conjugate ale executantului, mijloacelor de producţie în sistemul de muncă.
16.Protectori: mijloc de protecţie special conceput şi utilizat pentru a realiza protecţia, prin interpunere, ca obstacol (fizic) între pericol şi persoana expusă.
17.Risc: probabilitatea asociată cu gravitatea unei posibile leziuni sau afectări a sănătăţii, într-o situaţie periculoasă.
18.Risc profesional: risc în procesul de muncă.
19.Securitate a muncii: starea elementelor implicate în realizarea procesului de muncă în care este exclusă acţiunea factorilor de risc asupra executantului. Este o stare ideală, spre care se tinde în activitatea de prevenire. În realitate, există niveluri variate de securitate a muncii, specifice fiecărui sistem de muncă, cărora le corespund niveluri de risc de accidentare sau îmbolnăvire profesională diferite de zero.
20.Situaţie periculoasă: orice situaţie în care o persoană este expusă unuia sau mai multor pericole.
21.Substanţă periculoasă: o substanţă care, în virtutea proprietăţilor sale chimice sau fizico-chimice, poate constitui un pericol.
22.Zonă periculoasă: orice zonă în care există sau poate apare un pericol.
23.Zonă periculoasă a unui echipament de muncă: orice zonă situată în interiorul sau în jurul echipa-mentului de muncă în care o persoană este expusă riscului de leziune sau afectare a sănătăţii.
Notă: Pericolul care generează riscul prezentat în această definiţie poate fi permanent prezent pe durata funcţionării prevăzute a echipamentului de muncă (deplasarea elementelor mobile periculoase, degajarea de substanţe periculoase, arc electric în timpul fazei de sudură etc.) sau poate apare neaşteptat (pornirea neintenţionată/ neprevăzută etc.).
— punctul 20. din anexa 3 — Norma din 1998, Brosura 0 din 22-iul-1998